КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Монтаж оборудования 2 страница
|
|
|
|
Микрометрическим винтом под некоторым углом к плоскости подошвы корпуса, что облегчает выверку уклонов.
Рамные уровни предназначены для проверки как горизонтальности, так и вертикальности поверхностей. Их корпус выполнен в форме чугунной рамки, боковые поверхности которой строго перпендикулярны плоскости подошвы.
Для проверки исправности слесарного и рамного уровней их кладут на чисто обработанную поверхность и сличают показания до и после поворота корпуса на 180°. У исправных уровней показания после поворота корпуса не меняются. Гидростатические уровни состоят из двух стеклянных трубок, соединенных резиновым рукавом в общую систему. Система заполняется водой и работает по принципу сообщающихся сосудов. Гидростатическим уровнем удобно переносить высотные отметки на значительные расстояния и в смежные помещения. Линейки для монтажных работ используются 2-го класса точности, прямоугольного или двутаврового профиля, длиной от 500 до 3000 мм. Для грубых измерений допускается использование линеек 3-го класса точности. Отвесы используют для проверки вертикальности плоскостей или линий. Отвес состоит из шнура и веска. Масса веска 200, 400 г и более. При измерении весок приводят в спокойное состояние, опуская его нижнюю часть в сосуд с маслом. Выполнение разметочных работ. Отдельно стоящее и кинематически изолированное (не связанное средствами передачи движения) оборудование, располагаемое в помещениях, необходимо правильно ориентировать относительно строительных ограждений и высотных отметок. Разметку положения такого оборудования начинают с нанесения его монтажной оси на строительную конструкцию — пол, стену, колонну. Положение монтажной оси находят, отмеряя стальной рулеткой или метром указанные на чертеже расстояния от поверхностей или осей строительных элементов здания. Затем, выполняя отмеры от нанесенной монтажной оси, определяют положение осей фундаментных болтов и контур опоры или фундамента.
Высоту установки оборудования определяют путем отмеров от высотных знаков, нанесенных на строительные конструкции здания, или от реперов (репером называют специальное устройство — металлический стержень или столбик, устанавливаемый на строительной площадке, с нанесенной на нем начальной высотной отметкой). Для перенесения высотных отметок используют гидростатические или слесарные уровни, установленные на монтажных линейках. На большие расстояния высотные отметки переносят с помощью нивелиров. Положение машин и аппаратов, кинематически связанных непрерывным технологическим процессом (производственные поточные линии, конвейеры), механизмов, соединяемых средствами передачи движения (ременными, цепными, муфтами сцепления), подъемно-транспортного оборудования (монорельсовых дорог, кранов-балок), а также групп однородного оборудования различного назначения (пищеварочные котлы, металлообрабатывающие станки) размечают с помощью материализованных монтажных осей.
Материализованные оси представляют стальную проволоку диаметром 0,4 или 0,5 мм. В натянутом состоянии проволока
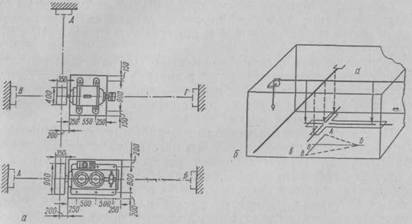
Рис. Схемы размещения оборудования и проверки монтажных осей:
а — монтажное положение компрессора и электродвигателя; б — проверка перпендикулярности монтажных осей с помощью крестовины и отвесов; в — то же путем замеров является идеально прямой линией и отвечает техническим требованиям, предъявляемым к точности разметки положения оборудования (размеры поверхностей строительных элементов зданий этим требованиям не удовлетворяют).
Проволоку провешивают между закрепленными в стенах стальными скобами или специальным приспособлением с роликом, перемещающимся вдоль своей оси. Один конец проволоки крепят к приспособлению, к другому подвешивают груз, необходимый для натяжения материализованной оси. Масса груза принимается равным 2/3 разрывного усилия проволоки (для проволоки диаметром 0,4 мм — 12,4 кг, диаметром 0,5 мм — 19,3 кг). В зависимости от кинематической связи машин или особенностей расположения других видов оборудования для разметки используют одну или несколько материализованных монтажных осей. Так, для разметки положения компрессора и электродвигателя, устанавливаемых на отдельных опорах и соединяемых клиноременной передачей, провешивают три оси: две — параллельные (оси компрессора и электродвигателя) и одну — перпендикулярную им (ось шкива и маховика). Для разметки положения двух механизмов, соединенных муфтами сцепления, достаточно одной оси.
Параллельность материализованных осей проверяют, измеряя расстояние между ними в наиболее удаленных друг от друга местах. Для проверки перпендикулярности пользуются деревянным угольником или крестовиной с нанесенными на них взаимно перпендикулярными линиями. На эти линии четырьмя отвесами переносятся проекции осей. Перпендикулярность можно проверить также с помощью отрезка шнура (рис. 13, б). Оси перпендикулярны, если при перенесении шнура из положения А в положение Б отрезки АО и БО будут равны. Монтажные оси провешивают обычно три раза: для разметки опор, гнезд фундаментных болтов и выверки монтируемого оборудования. Чтобы не тратить время на повторную проверку положения осей, на скобы в местах их соприкосновения с проволокой наносят напильником риски.
Положение монтажных осей на поверхностях опор и фундаментов обозначают с помощью стальных пластин, заложенных в бетон. На пластиках керном выбивают равносторонний треугольник с биссектрисой, направление которой совпадает с направлением оси. Для обозначения высотных отметок используют вертикальные стальные стержни, например заклепки, заделанные в бетон. Высотное положение выступающей части стержня отмечается на поверхности опоры окраской. Провешенная стальная проволока и монтажные линейки, уложенные на опорах, прогибаются под действием собственного веса. Это обстоятельство необходимо учитывать при точной выверке по ним положения частей машин. Величину прогиба определяют по таблицам или путем расчета.
| Установка машин и аппаратов Машины и аппараты на фундаментах и различных опорных конструкциях выверяют на горизонтальность по монтажным осям и высотным отметкам. Кинематически связанные механизмы проверяют дополнительно на правильность взаимного положения. Для выверки на горизонтальность используют пакеты стальных подкладок, клинья, установочные болты или домкраты (рис. 14). После выверки под подошву рам или опорных лап оборудования подливают бетон слоем от 30 до 60 мм. (большая толщина подливки принимается для широких рам). Соответственно фундаменты и бетонные опоры изготовляют ниже проектной отметки на толщину слоя подливки, при этом высота подкладок, клиньев и т. п. должна равняться толщине подливки. |
| Установка машин. Пакеты подкладок набирают из стальных пластин толщиной от 20 до 0,1 мм, что позволяет изменять толщину пакетов с необходимой точностью. Клиновые подкладки изготовляют из стали или чугуна с уклоном 1: 10 или 1: 20. Установочные болты должны опираться на стальные пластины толщиной примерно 15—20 мм. |
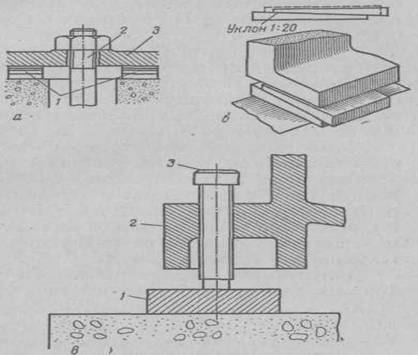 Рис. Средства, используемые для проверки оборудования на горизонтальность:
а — подкладки: / — пакеты подкладок; 2 — фундаментный болт; 3 — рама; б — клинья; в — установочные болты: 1 — подкладка; 2 — рама; 3 — установочный болт
Перед установкой машины на место на поверхность фундамента кладут металлические катки или балки такой высоты, чтобы выступающие концы залитых в массив фундаментных болтов не препятствовали перемещению рамы. После установки катки или балки убирают, одновременно вводя фундаментные болты в отверстия рамы.
Рис. Средства, используемые для проверки оборудования на горизонтальность:
а — подкладки: / — пакеты подкладок; 2 — фундаментный болт; 3 — рама; б — клинья; в — установочные болты: 1 — подкладка; 2 — рама; 3 — установочный болт
Перед установкой машины на место на поверхность фундамента кладут металлические катки или балки такой высоты, чтобы выступающие концы залитых в массив фундаментных болтов не препятствовали перемещению рамы. После установки катки или балки убирают, одновременно вводя фундаментные болты в отверстия рамы.
|
Горизонтальность главного вала (если он имеется) проверяют, устанавливая уровень на его чисто обработанные сопрягаемые поверхности. Проверку горизонтальности производят в двух взаимно перпендикулярных направлениях (вдоль оси главного вала и перпендикулярно ей) и при затянутых и ослабленных гайках фундаментных болтов. Затяжка и ослабление гаек не должны изменять показаний слесарного, уровня II группы более чем на 0,5—1 деление (0,05— 0,1 мм на 1 м).
У многих мелких и средних машин — электродвигателей, центробежных насосов, технологических машин пищевых цехов — в собранном виде горизонтальные обработанные поверхности отсутствуют. Выверку таких машин выполняют рамным уровнем по обработанным вертикальным поверхностям корпусов, торцов шкивов, полумуфт и других деталей. Негоризонтальность установки устраняют изменением количества подкладок, подколачиванием клиньев или поворачиванием установочных болтов. Выверку считают удовлетворительной, если достигнута необходимая горизонтальность всех продольных и поперечных участков рамы, а все подкладки одинаково нагружены. Недостаточно нагруженные подкладки и клинья обнаруживают по показаниям уровня и по звуку при простукивании их молотком (глухой дребезжащий звук). Машинные агрегаты — насосные вентиляционные, компрессорные — часто устанавливают на чугунные плиты или стальные сварные рамы. Выверка этих плит и рам принципиально не отличается от выверки машин. Однако сопрягаемые поверхности стальных рам и подошв машин должны быть обработаны на станках или путем опиливания и шабрения до полного их соприкосновения (между поверхностями не должна проходить пластина щупа толщиной 0,05 мм).
Тяжелые машины повышенной динамичности, например прессы, дизели, устанавливают на стальные балочные каркасы или рамы, заделанные в бетонный массив фундамента и укрепленные дополнительно фундаментными или анкерными болтами. Плотность соприкосновения опорных плоскостей подошв этих машин с балочными каркасами проверяется также щупом. После проверки на горизонтальность наборы временных подкладок заменяют постоянными, изготовленными из цельного куска металла. Правильность положения машин относительно монтажных осей проверяют с помощью отвесов, нити которых укрепляют к провешенным материализованным осям.
Выверка машин, соединяемых средствами передачи движения, на правильность взаимного положения. Машины, соединяемые ременными или цепными передачами, проверяют на правильность взаимного положения по шкивам или звездочкам. Для правильной работы передач и соответственно соединяемых ими механизмов необходимо, чтобы осевые линии элементов передач (ремень и шкивы, цепи и звездочки) находились в одной прямой плоскости. Выверку производят с помощью стальной линейки (при малом расстоянии между осями валов) или струны. Ребро линейки или струну приближают к торцовым поверхностям шкивов (звездочек) и изменяют положение машин таким образом, чтобы зазор в точках 1, 2, 3 и 4 был бы одинаковым или отсутствовал. Если ширина шкивов, соединенных ременной передачей, разная, то на узкий шкив кладут закладки, толщина которых равна половине разности размеров шкивов. Проверка дает положительные результаты лишь в том случае, если действительное торцовое и радиальное биения шкивов и звездочек находятся в установленных пределах. Проверка биений производится индикатором, закрепленным на стойке. Машины, соединяемые муфтами сцепления, должны быть установлены так, чтобы оси их валов находились на одной прямой горизонтальной линии. Операции по выверке соосности валов принято называть их центровкой. Машины средней и малой массы, соединенные муфтами сцепления, агрегатируют на стальных или чугунных рамах в заготовительных участках монтажного цеха. Установка на фундаментах и выверка таких агрегатов выполняются в полном соответствии с общими правилами установки и выверки машин. При монтаже неагрегатированных машин одна из них (обычно большей массы) выверяется на фундаменте на горизонтальность по монтажной оси и высотной отметке, после чего неподвижно закрепляется фундаментными болтами, а под другую (обычно электродвигатель) в массив фундамента закладывают стальную или

Рис. Схемы проверки соосности валов машин:
а — проверка радиального биения шкива или полумуфты индикатором; б — проверка параллельности осей валов машин, соединяемых ременной передачей по струне- в — проверка параллельного смещения и перекоса осей валов по полумуфтам с помощью линейки и щупа; г — схема записи измерения параллельного смещения и перекоса осей валов; д — приспособление для измерения параллельного смещения и перекоса осей валов при разном диаметре полумуфт; е — то же при отсутствии полумуфт чугунную раму или плиту с установленными на ней салазками. Отверстия в раме для крепежных болтов салазок делают удлиненными в направлении, перпендикулярном монтажной оси. Это дает возможность при центровке валов перемещать механизм, установленный на салазках, в двух взаимно перпендикулярных направлениях. Независимо от способа монтажа машин центровку их валов производят по полумуфтам сцепления, а в случае их отсутствия — непосредственно по валам. Перед центровкой необходимо проверить стоечным индикатором радиальное биение валов механизмов, а также торцовое и радиальное биение полумуфт. Для машин средней точности изготовления радиальное биение выступающего конца вала допускается 0,01— 0,02 мм, а торцовое и радиальное биение втулочных и пальцевых полумуфт — 0,03—0,04 мм на 100 мм радиуса.
Возможны два вида несоосности валов: параллельное смещение и перекос их осей. Параллельное смещение осей определяют по зазору S, который измеряют пластинчатым щупом. При одинаковом наружном диаметре полумуфт для удобства измерения используют стальную линейку или угольник, при разном диаметре — различные приспособления.
Первое измерение выполняют при произвольном положении валов, последующие — после их поворота на 90, 180 и 270°. Запись ведут по схеме, приведенной на рис. 15, г. При правильно выполненных измерениях зазоры в вертикальной плоскости S1 = S2, а в горизонтальной плоскости — Sa — St.
Перекос осей рассчитывают по среднему значению зазоров «а» между торцами полумуфт или по соответствующим им зазорам, полученным при использовании соответствующих приспособлений. Измерения выполняют при четырех положениях валов в точках а2 о2, а3, а4 (всего 16 измерений). Для первого измерения положение валов принимают произвольно, для последующих — оба вала поворачивают одновременно на угол 90, 180 и 270° в направлении вращения их в рабочих условиях. Все измерения выполняют только при затянутых болтах, укрепляющих механизмы; при этом учитывают, что на величину зазоров может оказывать влияние осевой разбег валов машин, предусматриваемый для всех видов подшипников. Набор пластин щупа должен входить в измеряемый зазор с небольшим усилием (около 2Н). Проверку соосности валов при отсутствии полумуфт производят с помощью линейки, а также различных приспособлений при этом порядок выполнения измерений не меняется. Точность измерений значительно повышается, а техника их выполнения упрощается, если вместо пластинчатого щупа пользоваться индикатором. При выполнении работ по центровке валов зазоры S и а можно определять «на просвет». Правильное расположение источника света позволяет визуально обнаружить щель шириной 0,02— 0,03 мм между линейкой и валом (или полумуфтой). Проверку параллельности и перпендикулярности валов машин, соединяемых зубчатыми и другими видами передач, производят с помощью струн, линеек, рейсмусов, угольников, индикаторов. Схема проверки параллельности двух или нескольких валов, расположенных на значительном расстоянии, с помощью струны и закрепленных на валах угольников.
Для проверки перпендикулярности валов на одном из них устанавливают рейсмус, а в горизонтальной плоскости оси этого вала провешивают струну параллельно оси другого вала. Поворачивая вал с рейсмусом на 180°, измеряют зазор между иглой рейсмуса и струной. Равенство зазоров указывает на перпендикулярность осей валов. Подливка машин бетоном. После выверки машин на горизонтальность по высотным отметкам и монтажным осям, а также после выверки соосности машин и их частей зазор между поверхностью опоры (фундамента) и подошвой машины заполняют бетоном. Эту операцию называют подливкой рамы. Перед подливкой на верхнюю поверхность опоры наносят насечки, тщательно очищают ее от грязи, масла и краски и промывают водой. Затем по периметру опоры устанавливают опалубку, препятствующую вытеканию бетонной массы. Трубопроводы и арматуру, расположенные у поверхности фундамента, обвертывают рубероидом, подложив под него деревянные рейки, чтобы после подливки бетона иметь зазоры, необходимые для удобства обслуживания оборудования или нанесения тепловой изоляции.
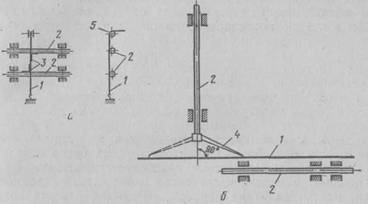 . Схемы проверки параллельности (а) и перпендикулярности (б) осей валов:
. Схемы проверки параллельности (а) и перпендикулярности (б) осей валов:
1 — струна; 2 — валы; 3 — угольники; 4 — рейсмус; 5 — ролик
Подливку производят бетоном марки не ниже 150, а для мелких машин — не ниже 100. При толщине подливки менее 40 мм применяют бетон на мелком гравии. Сначала поверхность опоры смачивают жидким раствором чистого цемента, затем укладывают бетонную массу, которую тщательно трамбуют, проталкивая в зазор стальные стержни (шуровки). Одновременно с подливкой заполняют бетоном гнезда фундаментных болтов, если последние не были забетонированы ранее.
Не подливают бетоном заглубляемые в массив фундамента картеры компрессоров и двигателей, чтобы избежать давления на них бетона при его тепловом расширении. Части машин, не подлежащие подливке, отделяют валиками из свернутого в трубку рубероида.
После затвердевания бетона установочные болты ослабляют, а фундаментные болты полностью закрепляют, затем вновь проверяют горизонтальность установки машины. Результаты этой проверки заносят в формуляр или ремонтный журнал для сопоставления с результатами последующих проверок. Затем производят обкатку машины в соответствии с техническими условиями.
Установка аппаратов. Аппараты не подвержены действию динамических сил, однако их, как правило, крепят к основанию фундаментными болтами. Крепление должно обеспечивать надежную устойчивость аппаратов при воздействии эксплуатационных механических нагрузок, а также нагрузок от подключаемых к ним трубопроводов.
Аппараты, как и машины, устанавливают на пакеты стальных подкладок, уложенные на опоры, и выверяют на горизонтальность по монтажным осям и высотным отметкам, после чего под подошвы опорных лап подливают бетон. Допускается крепление аппаратов путем заделки нижней части каркаса в массив опоры на глубину 70—100 мм. При таком креплении опоры изготовляют соответственно ниже проектной отметки и после выверки аппарата наращивают.
Большинство аппаратов различного технологического назначения устанавливают с уклоном 0,003—0,005 по продольной оси. Уклон необходим для лучшего удаления содержащейся в них жидкости (воды, масла) или отделения и выпуска газов.
Монтаж баков с плоским дном, например баков холодного и горячего водоснабжения, характеризуется некоторыми особенностями. При разработке конструкции таких баков исходят из того, что все днище бака должно равномерно передавать нагрузку на основание. Основанием для таких баков служат бетонные подушки, плиты, балочные каркасы, рамы, поверхность которых необходимо тщательно проверять с помощью уровня, установленного на монтажную линейку.
Теплоизолированные баки устанавливают на деревянные антисептированные брусья, уложенные с расстоянием между осями 0,4—0,6 м. Пространство между брусьями заполняют тепловой изоляцией. Поверхности всех уложенных на основание брусьев должны находиться в одной плоскости. После установки бака слабо нагруженные брусья поднимают, подкладывая под них подкладки или подколачивая клинья (нельзя класть подкладки на брусья).
Перед установкой баков проверяют плотность швов, смачивая их керосином, затем снаружи бак покрывают антикоррозионной мастикой, а изнутри — водостойкой краской.
Установка мелких машин и аппаратов на конструктивных элементах зданий. При установке мелкого оборудования, например некоторых видов технологического оборудования столовых, операции по изготовлению бетонных опор (подушек) и подливке рам бетоном можно совмещать. Соответственно снижаются трудоемкость и сроки монтажа.
Схема монтажа машин и аппаратов, устанавливаемых на полах, расположенных на грунте, или перекрытиях, с совмещением некоторых операций включает:
разметку на строительной конструкции положения монтажной оси, осей фундаментных болтов и контура опоры;
нанесение отметки высотного положения подошвы оборудования;
пробивку гнезд для фундаментных болтов (если болты закладываются в подстилающий слой пола);
срубание покрытия пола на площади, ограниченной контуром опоры, сплошную насечку подстилающего слоя и промывку насеченной поверхности водой;
установку оборудования на пакеты стальных подкладок, выверку его по монтажной оси, на горизонтальность и по высотной отметке. Для достижения необходимой высотной отметки под пакеты стальных подкладок допускается подкладывать обрезки стального проката, кирпичи;
установку фундаментных болтов в отверстия рамы и расклинивание их при необходимости в гнездах;
установку опалубки по контуру опоры;
укладку бетона в опалубку до уровня подошвы рамы, уплотнение бетона;
закрепление гаек фундаментных болтов после затвердевания бетона.
При установке оборудования на бетонные подушки высотой менее 150—200 мм фундаментные болты необходимо закладывать в бетонный подстилающий слой на глубину, равную 12—15 диаметрам болта. В этом случае покрытие пола из бетона и керамической плитки срубать не обязательно (удаляются только покрытия, не схватывающиеся с бетонным раствором).
Технологический процесс установки мелкого оборудования на стенах и колоннах дополнительно включает работы по установке и выверке металлических опорных конструкций.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 805; Нарушение авторских прав?; Мы поможем в написании вашей работы!