КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Работа оформляющей головки
|
|
|
|
Основные детали
Основные узлы и детали червячных машин
1. цилиндры червячных машин работают в сложных условиях:
а) переменного по длине гидростатического давления, доходящего перед головкой до нескольких тысяч н/см2;
б) термических напряжений от переменной по длине температуры стенок;
в) абразивного трения продукта.
К материалам предъявляются высокие требования по:
прочности, вязкости и износостойкости, удовлетворить которые при однослойной конструкции довольно трудно, в особенности, в тех случаях, когда в стенках цилиндра предусматриваются каналы для циркуляции жидких тепло- и хладоносителей.
Поэтому цилиндры изготовляют с запрессованными в них гильзами. Собственно цилиндр можно отливать из легированного чугуна (при давлении до 700, 1000 н/см2, например, в специализированных машинах для экструзии мягких пластиков), или углеродистой стали. В чугунных цилиндрах полости для нагревания и охлаждения должны быть созданы при литье, в стальных цилиндрах путем приварки рубашек, трубчатых элементов и т. п.
- При переработке некоррозионных продуктов (ПЭ, нейлон) применяют стальные низколегированные стали – алюминий, ванадий, обеспеч. высокую твердость)
- корродирующих сталь продуктов применяют гильзы из хромоникелевой сталиХ18Н9...
2. Пакет сеток. Для очистки расплава от загрязнений и увеличения давления в цилиндре, что оказывает влияние на степень гомогенизации и пластикации материала, в начале оформляющей головки устанавливают пакет фильтрующих сеток, опирающийся на решетку.
3. Матрицей -часть головки, в которой оформляется профиль изделия.
4. Дорн -при производстве трубных профилей внутри матрицы устанавливается. Для изготовления полых изделий применяется пневмоформование, при котором выдавленная заготовка раздувается сжатым воздухом.
5. Оформляющая головка червячного пресса представляет собой профилирующий инструмент, через который продавливается расплавленная пластическая масса, принимающая заданную форму.
Оформляющие головки бывают: прямоточные и угловые, в которых поток расплава поворачивается вверх, вниз или в сторону.
По типу выходящего профиля головки подразделяются: круглые, щелевые, фасонные.
Оформляющие головки различают по образуемому в них давлению:
низкого давления — до 4 Мн/м2;
среднего давления — от 4 до 10 Мн/м2;
высокого давления — более 10 Мн/м2.
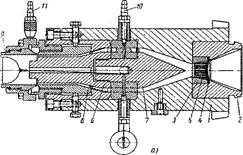 На рисунке показана оформляющая головка для производства труб. Головка состоит из корпуса 1, в приемной части которого устанавливается стакан 2 с вмонтированной в него втулкой 3. Входное отверстие втулки перекрыто сеткой 4, за сеткой установлена решетка 5. Из зоны втулки материал поступает во внутреннюю полость корпуса, обтекает дорнодержатель 7, к которому крепится дорн 6. Выдавливаемая масса, поступая в зазор между наружной поверхностью дорна и внутренней поверхностью матрицы 8, приобретает форму трубы и затем поступает в калибрующий цилиндр 9. Калибрование трубы производится при помощи воздуха, подаваемого под давлением (0,15-0,25) 105 н/м2 через ниппель 10 и систему каналов во внутреннюю полость трубы, внешний конец которой закрывается пробкой. Заготовка раздувается и прижимается к внутренним стенкам калибрующего цилиндра 9, который охлаждается водой из форсунок. Для предупреждения возможного прилипания термопласта к цилиндру в зазор между внешней поверхностью формуемой трубы, и внутренней поверхностью цилиндра через регулируемый ниппель 11 подается воздух под давлением (0,5-1,0) 105 н/м2 .
На рисунке показана оформляющая головка для производства труб. Головка состоит из корпуса 1, в приемной части которого устанавливается стакан 2 с вмонтированной в него втулкой 3. Входное отверстие втулки перекрыто сеткой 4, за сеткой установлена решетка 5. Из зоны втулки материал поступает во внутреннюю полость корпуса, обтекает дорнодержатель 7, к которому крепится дорн 6. Выдавливаемая масса, поступая в зазор между наружной поверхностью дорна и внутренней поверхностью матрицы 8, приобретает форму трубы и затем поступает в калибрующий цилиндр 9. Калибрование трубы производится при помощи воздуха, подаваемого под давлением (0,15-0,25) 105 н/м2 через ниппель 10 и систему каналов во внутреннюю полость трубы, внешний конец которой закрывается пробкой. Заготовка раздувается и прижимается к внутренним стенкам калибрующего цилиндра 9, который охлаждается водой из форсунок. Для предупреждения возможного прилипания термопласта к цилиндру в зазор между внешней поверхностью формуемой трубы, и внутренней поверхностью цилиндра через регулируемый ниппель 11 подается воздух под давлением (0,5-1,0) 105 н/м2 .
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 540; Нарушение авторских прав?; Мы поможем в написании вашей работы!