КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Расчет режимов резания при сверлении отверстий
|
|
|
|
Разработка плана операций
Химико-механические свойства
Анализ объекта производства
Объектом производства является деталь «Крышка», в которой исходя из заданных на условий необходимо просверлить четыре отверстия диаметром 12Н8. Согласно дано, необходимо спроектировать приспособление для осуществления данной операции. Торцевые поверхности обработаны в размер.
В качестве заготовки принимаем Чугун СЧ 15. Это самый распространенный материал для изготовления деталей подобного рода. Отобразим ниже механические и химические свойства данного материала.
Механические свойства Чугун СЧ 15
σв =150 Н/мм2; δ=11%; НВ=130-241 МПа; ψ=40%
где:
σв – Временное сопротивление разрыву;
δ – относительное удлинение;
НВ – Твердость по Бринеллю;
ψ – Относительное сужение
Химический состав СЧ 15
С (3,5 - 3,7);
Mn(0,5 - 0,8);
Si(2 - 2,4);
P (до 0,2);
S (до 0,15).
Массовая доля элементов в процентах.
Так как производимая операция в данном курсовом проекте – сверление отверстий, поэтому выбираем сверлильный станок. Производство выбираем (в виду того что в условии не уточняется) мелкосерийное, поэтому выбираем универсальный вертикально-сверлильный станок модели 2Н150. Сверла находятся в двух многошпиндельных сверлильных головках, которые расположены оппозитно друг другу.
Выбранное приспособление –кондуктор двухместный пневматический.
Технические характеристики станка модели 2Н150
Наибольший диаметр сверления, мм: 50
Наибольшее перемещение шпинделя, мм 300
Наибольшее расстояние от торца шпинделя до поверхности стола, мм: 800
Конус шпинделя Морзе № 5
Пределы частоты вращения шпинделя, об/мин 22,4-1000
Пределы подач шпинделя, мм/об 0,05-2,24
Мощность электродвигателя главного движения, кВт 7,5
Габаритные размеры, мм 2930х890х1355
Масса, кг 1870
Сверление отверстия производим сверление М (сверло диаметром 12 мм, из быстрорежущей стали Р6М5).
Произведем расчет режимов резания, для того чтобы определить достаточная ли мощность, выбранного станка.
Глубина резания считается как D/2=12/2=6мм. Где D-диаметр сверла.
Подача S=0,2мм/об. Выбирается по таблице в источнике [2]
Скорость резания рассчитывается по формуле:
 где
где
 7,0; q=0,4; m = 0.2, x = 0.2, y = 0.5, T=45мин. см источник [2]
7,0; q=0,4; m = 0.2, x = 0.2, y = 0.5, T=45мин. см источник [2]

где  - коэффициент, учитывающий качество обрабатываемого материала.
- коэффициент, учитывающий качество обрабатываемого материала.
 - коэффициент, коэффициент, учитывающий глубину сверления.
- коэффициент, коэффициент, учитывающий глубину сверления.
 - коэффициент, учитывающий качество материала инструмента.
- коэффициент, учитывающий качество материала инструмента.
 - поправочный коэффициент.
- поправочный коэффициент.
 ,
,  ,
,  МПа (для стали 40)
МПа (для стали 40)
=1,0
=1
тогда 
подставим значения в формулу скорости резания
 м/мин
м/мин
рассчитываем частоту вращения шпинделя

 об/мин
об/мин
выбираем паспортное значение частоты
nпасп = 560 об/мин.
рассчитываем скорость резания, с учетом паспортного значения частоты
 м/мин
м/мин
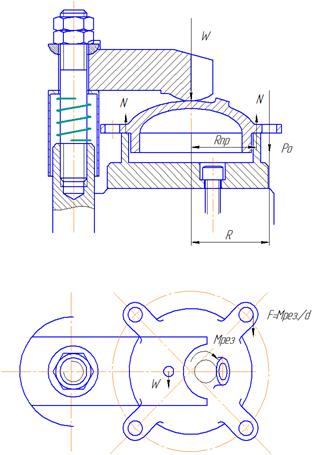
Схема закрепления детали
Деталь лишена 6-ти степеней свободы.
Расчет ведем из условия, чтобы деталь не провернулась вокруг своей оси т.о. (может срезать штыри) от действия Мрез. сверла.

 где
где 
 откуда
откуда
d=18мм;  =2248,7
=2248,7
R=20,75мм;  =6145,7Н; f=0,15
=6145,7Н; f=0,15

К – коэффициент надежности закрепления
К = К0*К1*К2*К3*К4*К5, где
К0 =1.5 – гарантированный коэффициент запаса для всех случаев.
К1 – коэффициент, учитывающий состояние поверхности заготовки
для черновых заготовок К1 = 1.3
для чистовых К1 = 1.0
К2 – коэффициент, учитывающий увеличение сил резания от прогрессирующего затупления инструмента (К2 = 1.0 – 1.9). Для фрезерования торцевой фрезой К2 = 1.2 – 1.4.
К3 - коэффициент, учитывающий увеличение сил резания при прерывистом резании.
К4 - коэффициент, учитывающий постоянство зажима, развиваемой силовым приводом приспособления. Для пневматического силового привода К4 = 1.0.
К5 – коэффициент, учитывающий наличие момента. Учитывается только при наличии момента, стремящегося повернуть обрабатываемую деталь.
К5 = 1.0 – если обрабатываемая деталь установлена базовой поверхностью на опоры.
f – коэффициент трения на рабочих поверхностях зажимов.
f1 – коэффициент трения на базовой поверхности призмы.
N – реакция в призмах
Мmp.m – момент трения на торце.
 так как K>=2,5 то принимаем его 2,5
так как K>=2,5 то принимаем его 2,5
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 2198; Нарушение авторских прав?; Мы поможем в написании вашей работы!