КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Поводковые приспособления и самозажимные поводковые патроны
|
|
|
|
Центры
Тема 15. Приспособления для токарных и шлифовальных станков
На токарных и круглошлифовальных станках обрабатываемые детали в зависимости от формы и размеров устанавливают в центрах или в патроне. Один центр расположен в шпинделе передней бабки, а второй — в шпинделе задней бабки токарного или шлифовального станка. Патрон устанавливают и закрепляют на конусе шпинделя передней бабки станка.
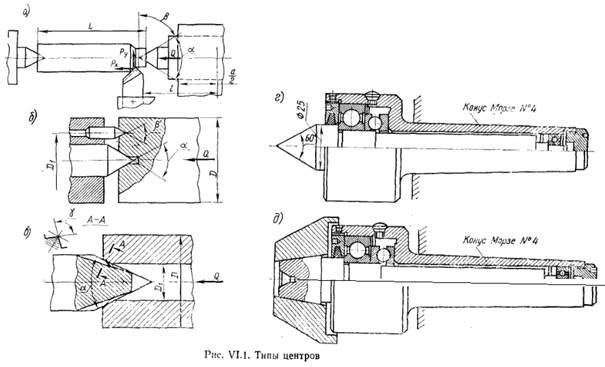
Центры бывают следующих типов: 1. Упорные центры. Они выполняются цельными и со вставками из твердых сплавов (ГОСТ 2209—69). 2. Упорные полуцентры (ГОСТ 2576—67). 3. Центры упорные с конусностью 1:10 и 1:7 (ГОСТ 18259—72, 18260—72) для тяжелых работ. 4. Съемные вращающиеся центры (ГОСТ 8742—75). 5. Вращающиеся центры (ГОСТ 8742—75) для легких работ.
Кроме стандартизованных применяются центры специальных конструкций: плавающие с рифленым центром, плавающие с поводковым пальцем и т. д.
Конусная поверхность центра предназначена для установки детали и имеет угол при вершине 60, 90, 120е; хвостовик центра изготовляют с конусом Морзе определенного номера (№ 2, 3, 4, 5, 6).
При обработке ступенчатых валов на многорезцовых станках для получения заданных линейных размеров вал устанавливают на плавающий (подпружиненный) передний центр. На рис. VI.1, а показана обработка валика на центрах токарного станка с размещением механизированного привода в корпусе задней бабки.
Осевая сила зажима обрабатываемой детали с механизированным приводом пиноли задней бабки станка (Н):

Обработка валика на центрах токарного станка с поводковым устройством для вращения детали представлена на рис. VI.1, б.
Сила для вдавливания поводков в торец обрабатываемой детали

При обработке детали на центрах с рифленым центром деталь (рис. VI. 1, б),

при a=60°и j = 900.
В случае обработки деталей на центрах токарного станка при вращении детали с помощью поводковых устройств или рифленым поводковым центром требуемую силу Q центров определяют по первой формуле, а по второй и третьей — проверяют эту силу.
Здесь Q — требуемая сила механизированного привода, Н (кгс), К— коэффициент запаса; Рх, Ру, Pz — составляющие сил резания, Н (кгс); D — диаметр обрабатываемой поверхности детали, мм; L — длина обрабатываемой детали, мм; r = 90—a/2 — угол между образующей конуса центра задней бабки и осью суппорта, град; a — угол при вершине центра, град; j1 ≈3 — угол трения на поверхности конуса центра, град; j2 =3 — угол трения на поверхности пиноли задней бабки станка, град; l — расстояние от середины центрового отверстия до середины пиноли, мм; a — длина пиноли задней бабки, мм; b'— угол при вершине поводка, град; D1 — диаметр окружности расположения поводков, мм; g — угол при вершине сечения рифа, град.
Невращающиеся задние центры станков от трения сильно нагреваются и изнашиваются. Для уменьшения износа и увеличения стойкости центров применяют вращающиеся задние центры, менее точные, чем невращающиеся центры. Задний центр (рис. VI.1, г) применяют для установки деталей с центровыми отверстиями, а задний центр, показанный на рис. VI.1, д, — для обработки полых деталей. Центр (рис. VI. 1, д) вращающийся изготовляется с комплектом сменных наконечников (11 шт.), для установки различных
Невращающиеся задние центры станков от трения сильно нагреваются и изнашиваются. Для уменьшения износа и увеличения стойкости центров применяют вращающиеся задние центры, менее точные, чем невращающиеся центры. Задний центр (рис. VI. 1, г) применяют для установки деталей с центровыми отверстиями, а задний центр, показанный на рис. VI.1, д, — для обработки полых деталей. Центр (рис. VI. 1, д) вращающийся изготовляется с комплектом сменных наконечников (11 шт.), для установки различных деталей на токарном станке при скоростной обработке.
Поводковые приспособления. Стандартизированными поводковыми приспособлениями являются: хомутики поводковые для токарных и фрезерных работ (ГОСТ 2578 — 70), для шлифовальных работ (ГОСТ 16488—70); поводковые патроны (ГОСТ 13334—67);
токарные поводковые патроны (ГОСТ 2572—71).
Поводковые приспособления применяют для передачи вращательного движения (крутящего момента) от шпинделя станка к обрабатываемой детали, установленной в центрах, на оправке или в патроне. К поводковым приспособлениям относятся хомутики, поводковые планшайбы, поводковые патроны. Хомутик с ручным зажимом надевают на обрабатываемую деталь, крепят винтом и затем обрабатываемую деталь с хомутиком устанавливают в центрах станка. При включении станка обрабатываемая деталь через поводковую планшайбу и хомутик вращается от шпинделя станка.
Литература:
1. Белоусов А.П. Проектирование станочных приспособлений: Учебное пособие для учащихся техникумов. – 3-е изд. Перераб. и доп. – М.: Высшая школа. 1980. – 240с.
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 4697; Нарушение авторских прав?; Мы поможем в написании вашей работы!