КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Одношпиндельные токарно-револьверные автоматы
|
|
|
|
Классификация станков - автоматов и полуавтоматов
Токарные автоматы и полуавтоматы
Автоматом называют станок, который многократно производит рабочие и вспомогательные (холостые) движения узлов по циклу обработки детали.
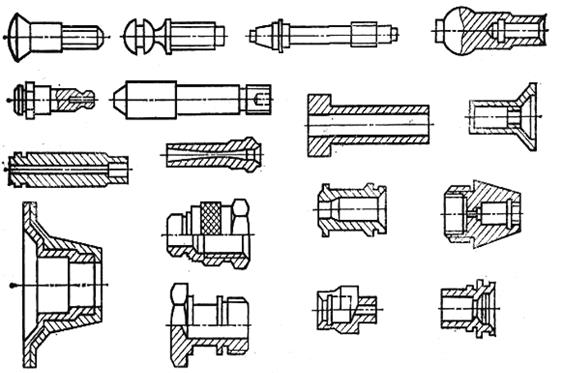
Рис. 3.51. Детали, обрабатываемые на автоматах и полуавтоматах
Полуавтоматом называют станок, работающий по автоматическому циклу, но часть вспомогательных операций выполняют вручную. Токарные автоматы и полуавтоматы используют для обработки деталей сложной формы из прутка и штучных заготовок (рис. 3.51). Обработку деталей на этих станках производят несколькими инструментами, которые устанавливают на суппортах и в специальных приспособлениях. Высокой производительности токарных автоматов и полуавтоматов достигают благодаря автоматизации рабочих и холостых ходов или их совмещении.
Однако переналадка автоматов и полуавтоматов при переходе на обработку новой детали связана с затратой времени, поэтому их применяют в массовом, крупносерийном и при подборке однотипных деталей в серийном производствах.
Токарные автоматы и полуавтоматы подразделяют по назначению, числу и расположению шпинделей, виду заготовки, виду работы, принципу действия и способу управления рабочим циклом. По назначению их делят на универсальные, предназначенные для обработки разных деталей, и специальные - для обработки только определенной детали. По числу шпинделей автоматы и полуавтоматы подразделяют на одношпиндельные и многошпиндельные.
По расположению шпинделей автоматы и полуавтоматы подразделяют на горизонтальные и вертикальные. Иногда встречаются станки с наклонным расположением шпинделей. По виду заготовки станки делят на прутковые, бунтовые и патронные. Для прутковых автоматов заготовками являются прутки, для бунтовых - проволока, свернутая в бунт, для патронных - штучные заготовки. Вид заготовки определяет вращение шпинделя или инструмента. Наибольшее распространение имеют токарные автоматы и полуавтоматы с вращающимся шпинделем. При обработке штучных заготовок автоматы оснащаются магазинами или загрузочными устройствами с автооператорами. Несимметричные и громоздкие детали, а также детали из проволоки, свернутой в бунт, обрабатывают вращающимся инструментом.
По виду работы автоматы и полуавтоматы подразделяют на фасонно-отрезные (движение подачи фасонного или отрезного резца происходит в поперечном направлении к оси изделия), продольно-фасонные (движение подачи в продольном и поперечном направлениях), револьверные (движение подачи револьверной головки в продольном направлении), многорезцовые и копировальные (рис. 3.52). По принципу действия многошпиндельные станки различают параллельного, последовательного, параллельно-последовательного и непрерывного действия. При параллельной обработке одинаковые переходы выполняют одновременно на всех позициях до получения одновременно всех деталей в готовом виде. При последовательной обработке каждую деталь на шпинделе, переходя из одной позиции в другую, подвергают различным операциям различными инструментами. При параллельно-последовательной обработке в одном автомате организуют два и более потока деталей. Непрерывное действие характеризуется загрузкой, обработкой и съемом детали при непрерывном вращении шпинделя.
По способу управления рабочим циклом автоматы и полуавтоматы подразделяют на три группы. К первой группе относят автоматы, у которых имеется один распределительный вал, равномерно вращающийся в течение цикла обработки. Рабочие и холостые хода выполняются при неизменной скорости вращения распределительного вала. Ко второй группе относят автоматы
с одним распределительным валом, имеющим при обработке две скорости вращения: медленную на рабочих ходах и ускоренную на холостых ходах. Такой способ управления применяют в многошпиндельных автоматах и полуавтоматах. К третьей группе относят автоматы, имеющие распределительный и вспомогательный валы. Распределительный вал вращается медленно и управляет рабочими и холостыми ходами суппортов, вспомогательный вал вращается быстро и управляет холостыми ходами остальных механизмов.

Рис.3.52. Классификация автоматов и полуавтоматов
Время рабочего цикла tц слагается из времени рабочих, т. е. затрачиваемых на обработку детали tр и холостых tх ходов. Таким образом,
tц = tр + tх.
Цикловая производительность автомата
Q = 1/tц = 1/(tр + tx) = Q0 tx +1),
где Qo = 1/tр - идеальная производительность автомата непрерывного действия, у которого холостые хода совмещены с рабочими.
 Зависимости цикловой производительности от идеальной для трех групп автоматов позволяют выявить рациональные области применения каждой группы (рис. 3.53). Производительность автоматов первой группы возрастает прямо пропорционально, а производительность автоматов второй и третьей групп - с убывающей интенсивностью по мере увеличения идеальной производительности Qo.
Зависимости цикловой производительности от идеальной для трех групп автоматов позволяют выявить рациональные области применения каждой группы (рис. 3.53). Производительность автоматов первой группы возрастает прямо пропорционально, а производительность автоматов второй и третьей групп - с убывающей интенсивностью по мере увеличения идеальной производительности Qo.
При 1/tр>Q03 рекомендуется использовать автоматы первой группы, при Q01<1/tр<Q03 - автоматы третьей группы, а при 1/tр<Q01 – автоматы второй группы. Для ориентировочных расчетов можно принять Q01 = 1 шт/мин; Q03 = 10 шт/мин, т. е. для мелких и легких работ следует применять автоматы первой группы, для мелких и средних работ, требующих сложной последовательности обработки, автоматы третьей группы,для средних и тяжелых работ – автоматы и полуавтоматы второй группы.
Действительная штучная производительность меньше цикловой из-за дополнительного вспомогательного времени на обслуживание автомата и инструмента:
Qшт = Qkx,
где kx < 1 - коэффициент, учитывающий долю вспомогательного времени от времени цикла обработки.
Представителем гаммы современных токарно-револьверных автоматов является высокопроизводительный одношпиндельный прутковый автомат модели 1Е140 (рис. 3.54), который применяют для обработки деталей сложной формы из круглого, квадратного или шестигранного калиброванного прутка. Автомат имеет револьверную головку с шестью гнездами для державок инструментов, четыре поперечных суппорта и командоаппарат для автоматического изменения частот вращения шпинделя.
Техническая характеристика. Наибольший диаметр обрабатываемого прутка 40 мм; наибольший диаметр нарезаемой наружной резьбы по стали М24, по латуни - М32; наибольшая длина подачи прутка 105 мм; наибольший ход суппорта 100 мм; наименьшее и наибольшее расстояние от торца шпинделя до револьверной головки 75-210 мм; пределы частот вращения

Рис.3.54. Кинематическая схема токарно-револьверного автомата
шпинделя: при левом вращении 80—2500 мин-1, при правом вращении 40-315 мин-1; число ступеней частот вращения шпинделя 12, из них три автоматически переключаемых; время переключения частоты вращения шпинделя 0,25 сек и направления вращения шпинделя 0,5 сек; время поворота револьверной головки 0,5 сек; время обработки одной детали 11,6 - 363 сек.
Пруток пропускают через направляющую трубу и закрепляют в шпинделе станка цанговым зажимом. Инструменты устанавливают в револьверной головке и на поперечных суппортах. Инструментами револьверной головки протачивают наружные поверхности, обрабатывают отверстия и нарезают резьбу, инструментами поперечных суппортов обрабатывают фасонные и конусные поверхности, подрезают торцы, снимают фаски и отрезают готовые детали.
Кинематическая структура автомата содержит группу скорости резания Фv1(В1), группу сверлильного приспособления Фv2(В2), группу подач Фs(Пi), выполняющую также функцию системы временного управления.
Группа скорости резания Фv1. Ее внутренняя связь имеет вид:
опоры шпиндельной бабки → шпиндельV обрабатываемого прутка(В1).
Внешняя связь – кинематическая цепь
М1 → iv → 212/170 → шпиндель V (В1).
Группа настраивается на скорость - автоматической коробкой скоростей iv, включающей гитару сменных колес, на направление – реверсом, совмещенным с коробкой скоростей. Коробка скоростей iv обеспечивает автоматическое переключение трех скоростей через шестерни 58/37, 42/53, 27/68с вала 1 на вал 11 через электромагнитные муфты МЭ1 и МЭ2 при работе обгонной муфты М0 и реверс выходного вала IV через шестерни 47/47 и 24/40 ∙ 40/60 посредством электромагнитных муфт МЭЗ, МЭ4, МЭ5, МЭ6. Гитара сменных зубчатых колес а1/б1служит для расширения диапазона регулирования частот вращения шпинделя.
Группа сверлильного приспособления Фv2 размещается в одном из гнезд револьверной головки РГ. Внутренняя связь группы:
корпус РГ → сверлильный шпиндель (В2).
Внешняя связь – короткая кинематическая цепь
М3 → 24/18 → 17/17 → сверлильный шпиндель (В2).
Сверлильный шпиндель имеет постоянную круговую частоту вращения около 1900 мин-1. Направление его вращения противоположно к вращению шпинделя автомата и обеспечивает высокие скорости резания при сверлении отверстий малого диаметра.
Группа подач Фs(Пi) наряду с движениями рабочих подач поперечных и продольного суппортоввыполняет также функцию системы временного управления циклом обработки, включающем управление рабочими и вспомогательными движениями и их последовательностью. Внутренняя связь группы - элементарные поступательные пары
направляющие станины станка → поперечные и продольный суппорты (Пi).
Внешняя связь:
М2→2/24→М1→вспомогательный вал (ВВ) V11→22/64→64/53→(iц=а/б(c/d, e/f)) →1/40→распределительный вал (РВ) XV→К5 (ТВ)→продольный суппорт (Ппрод) и 25/25→распределительный вал (РВ) XV1→К1 – К4 (ТВ)→поперечные суппорты (Ппоп 1-4).
Группа настраивается на путь, скорость и исходное положение суппортов – жесткими программоносителями, функцию которых выполняют кулачки К1 – К5, установленные на поперечном XV и продольном XV1 распределительных валах. Гитара сменных зубчатых колес iц используется для задания времени цикла обработки. Во внешней связи предусмотрена также цепь ускоренного вращения РВ от ВВ через зубчатые передачи  при включении цепи ускоренного хода муфтой М5.
при включении цепи ускоренного хода муфтой М5.
РП для гитары сменных зубчатых колес iц:
 ,
,
где tр – время рабочих ходов, с; α0р – угол поворота РВ за время рабочих ходов, по паспорту автомата α0р = 2000.
УКЦ:
 .
.
ФН:
 .
.
Рабочие и холостые хода в группе Фs при включенной муфте М1 осуществляет электродвигатель М2, передающий движение ВВ V11 и далее по внешней связи РВ XV и XV1. Включение и выключение муфты М1 производят вручную.
Круговая частота вращения ВВ составляет 1440 (2/24) = 120 мин-1. Круговая частота ускоренного вращения РВ составляет 120 (55/31)(57/62)(62/58)(1/40)=5 мин-1.
На ВВ установлены однооборотная муфта М2 и самовыключающиеся после двух оборотов зубчатые муфты M3 и М4. Муфта М2 включает периодически командоаппарат КА, получающий вращение от ВВ через червячную передачу 1/18. При включении муфты М3 вращение через зубчатые колеса (36/72)∙(72/72) передается валу X111, на котором установлены цилиндрические кулачки Б1 и Б2, управляющие механизмами подачи и зажима прутка, смонтированными на шпинделе V. С учетом передаточного отношения от ВВ VII за два оборота муфты М3 вал 1X сделает один оборот. Частота вращения вала IX - постоянна и равна 120 (36/72) (72/72) = 60 мин1, а время подачи и зажима прутка за один оборот вала IX равно 1 с. Через зубчатые колеса 36/72 движение передается на кулачок Д, управляющий через зубчатый сектор z = 125 и колесо z = 20 качающимся упором для прутка. При включении муфты M4 вращение передается на мальтийский механизм поворота револьверной головки через зубчатые колеса 42/84 на широкое колесо z = 42. С этого колеса через коническую передачу 25/50 движение передается поводку мальтийского креста, установленного на одной оси с револьверной головкой (РГ). Торцовой кулачок на конической шестерне 50 выводит фиксатор из РГ. За два оборота муфты М4 поводок совершает один оборот. Мальтийский крест имеет шесть пазов и за один оборот поводка поворачивается на 600.
На поперечном РВ XV установлен дисковый кулачок К5 подачи продольного (револьверного) суппорта, кулачок К6 привода приемника ПР деталей и кулачок К7 переключения кулачковой муфты М5, На продольном РВ XVI установлены кулачковые барабаны БЗ, Б4, Б5 включения зубчатых муфт М2, М3, М4 и дисковые кулачки К1, К2, К3, К4 подачи поперечных суппортов, цилиндрический кулак Ку подачи вспомогательного продольного суппорта.
Настройка токарно-револьверных одношпиндельных автоматов включает разработку технологии изготовления детали на автомате, составление расчетно-технологической карты наладки, выбор инструментов и нормальной специальной оснастки. Процесс изготовления детали включает перечисление переходов, режимов резания и длин перемещений инструментов, режущего, вспомогательного и измерительного инструмента. Эти данные сводят в объединенную операционно-наладочную карту автомата (рис. 3.55). Обязательно указывают вспомогательные переходы: 1 - подача прутка до упора, 2, 4, 7 и 11 - переключение револьверной головки, 13 - переключение направления и частоты вращения шпинделя. Переключение частоты вращения шпинделя совмещено с переключением револьверной головки и в карте наладки не учитывается. Время вспомогательных переходов для автомата постоянно. Подача материала и поворот головки осуществляется за 1 с, переключение направления вращения шпинделя - за 0,5 с, переключение скорости вращения шпинделя - за 0,25 с.
Наладку инструментов по принятому процессу и порядок чередования переходов производят с учетом наладочных и базовых размеров РГ и шпинделя. По паспорту автомата наименьшее и наибольшее расстояние от торца шпинделя до РГ (без оправки инструмента) равно 64 и 180 мм. При наладке перехода 3 принято, что резцовая оправка занимает 58 мм, а минимальное расстояние между шпинделем и головкой 85 мм, следовательно, в исходном положении резца для обточки длины 25 мм расстояние от торца шпинделя до РГ равно 85 + 25 = 110 мм, т. е. укладывается в размеры настройки.
Длина рабочих ходов инструментов
L = Lр + Lп + Lпер,
где Lp - длина рабочего хода по чертежу, мм; Lп - длина подвода инструментов, мм; Lпер - длина перебега инструмента, мм.
Так, в переходе 3 для рабочего хода инструмента принято L = Lp + Ln = 25 + 2 = 27 мм. Для наладки станка рекомендуются следующие средние значения установочных размеров Lп и Lпер: резец проходной - 1,5 мм; резец фасонный - 0,5 мм; резец отрезной - 0,5 мм; сверло, зенкер, развертка 1 - 2 мм; метчик, плашка - 2 мм.
Размер диаметра обработки (обточки, расточки) устанавливают регулировкой инструмента на размер по чертежу.
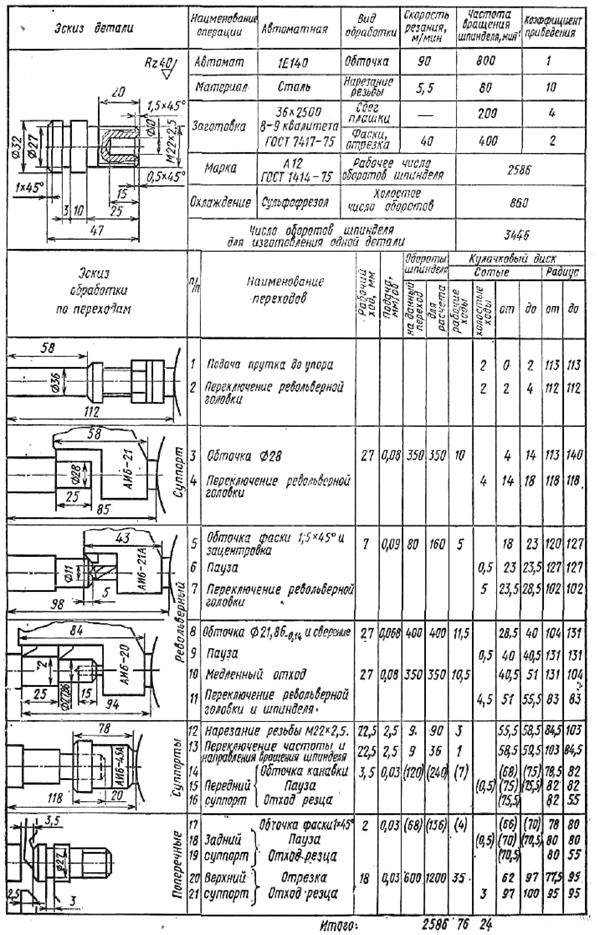
Рис.3.55. Операционно-наладочная карта обработки штуцера на автомате 1Е140
Расчет и назначение подач и скоростей резания производят по условиям обработки согласно нормативам резания. Так, для перехода 3 принято s = 0,08 мм/об, v = 80 м/мин, а для перехода 12 - s = 2,5 мм/об (равна шагу нарезаемой резьбы), v - 5,5 м/мин.
Переходы выполняют с различной скоростью резания, и время одного оборота шпинделя для различных переходов неодинаково, поэтому нельзя его складывать без приведения к общему расчетному числу оборотов.
Коэффициент приведения k = n0/n, где п0 — наибольшая частота вращения шпинделя; п — частота вращения на данном переходе. Поэтому,
k1 = 800/800 = 1, k2 = 800/400 = 2, k3 = 800/200 = 4, k4 = 800/80 = 10.
Так, для 5, 14, 17, 20 переходов расчетные обороты шпинделя nрi = nik2, nр5 = п5k2 = 80∙2 = 160, nр17 = 68∙2= 136, пр20 = 600∙2= 1200, пр14 = 120∙2 = 240.
Рассчитанные аналогичным способом с учетом коэффициентов приведения числа оборотов других переходов вносят в таблицу. В карте настройки в скобках указаны числа оборотов для совмещенных операций, не учитываемых в расчете времени цикла работы станка. Расчетное число оборотов шпинделя, необходимых для совершения всех рабочих переходов, составит сумма чисел расчетных оборотов (без скобок), ∑пр = 2586 оборотам.
По условиям наладки цикл работы должен совершиться за один полный оборот кулачков, выполняющих холостые и рабочие ходы переходов. В графе Сотые доли имеются две колонки - сотые доли для рабочих и холостых ходов. Сотые доли холостых ходов выбирают по данным паспорта автомата. Так, для 1-го перехода - 2 сотых диска кулачка, для 4,7, 11 переходов – 2-5 сотых, для 9, 21 переходов - соответственно 0,5 и 3 сотых.
Общая сумма сотых долей холостых ходов соответствует 24 лучам из общего числа 100 лучей полного оборота РВ. Поэтому число расчетных оборотов для выполнения холостых ходов
∑пx = ∑nр ∙24/76 = 2586∙24/76 = 816.
Продолжительность цикла работы складывается из суммы времен переходов, которые можно подсчитать по числу оборотов шпинделя для выполнения каждого перехода. Для этой цели в графе Обороты шпинделя предусмотрены две колонки: обороты шпинделя на данный переход и обороты шпинделя для расчета. Обороты шпинделя на данный переход (ход) пход = L/s, где L - длина перемещения инструмента, мм; s —подача, мм/об.
Так, для перехода 3 число оборотов на переход пход = 27/0,08 = 338 оборотам. Учитывая время выстоя резца в конце перехода для зачистки, принято пход = 350 оборотов. Рассчитанные числа оборотов переходов занесены в графу Обороты на данный переход.
Числа оборотов шпинделя для расчета вычисляют с учетом режимов работы на каждом переходе. Так, на станке установлено четыре режима чисел оборотов шпинделя: 5, 14, 17, 20 переходы – 400; 3, 8, 10 переходы – 800; 12, 13 переходы - 200 мин1. Эти обороты подсчитаны по соответствующим режимам и согласованы с числами оборотов шпинделя. Из перечисленных чисел оборотов шпинделя наиболее быстроходным является 800 мин1. Оно взято за основное расчетное число.
Пересчет чисел оборотов каждого перехода в число оборотов для расчета производят с помощью коэффициентов приведения k. Общее число расчетных оборотов шпинделя для полного цикла работы
∑п = пр + пх = 2586 + 816 = 3402.
Продолжительность цикла работы
tц = (пр + пх)/п0 = 3402/800 = 4,25 мин = 255с.
По паспортным данным подбирают необходимые сменные колеса для настройки гитары iц по расчетному циклу работы. Циклу tц = 258 с соответствуют сменные колеса а = 20, б = 80, с = 60, d = 71.
Число сотых долей для рабочих ходов аi = прi/ пл,
где пл - число расчетных оборотов на одну сотую
пл = ∑п/ 100 = 3402/100 = 34,02 об/луч.
Для 3-го перехода число сотых
а3 = пр3/пл = 350/34,02 = 10.
Рассчитанное число лучей для переходов вносим в карту. Общее число лучей рабочих и холостых ходов должно равняться сумме ∑аi = 100. Радиусы кулачков диска определяют из конструктивных условий, исходя из размеров роликов, рычагов, соотношения плеч рычагов и размеров дисков кулачков.
 Профиликулачков вычерчивают на бланках, разделенных на 100частей прямыми или кривыми лучами (рис. 3.56, а, б). Радиусы криволинейных лучей равны длине рычага качания. На бланки наносят соответственно с картой настройки участки сектора кривых рабочих и холостых ходов. На каждом участке определяют максимальные и минимальные радиусы зоны расположения кривой и на этом участке строят для рабочих движений архимедову спираль, а для холостых ходов кривые вычерчивают по шаблону.
Профиликулачков вычерчивают на бланках, разделенных на 100частей прямыми или кривыми лучами (рис. 3.56, а, б). Радиусы криволинейных лучей равны длине рычага качания. На бланки наносят соответственно с картой настройки участки сектора кривых рабочих и холостых ходов. На каждом участке определяют максимальные и минимальные радиусы зоны расположения кривой и на этом участке строят для рабочих движений архимедову спираль, а для холостых ходов кривые вычерчивают по шаблону.
Кривые барабанов можно рассчитать по рис. 3.56, д. Задано: а - число лучей поворота барабана; L - перемещение исполнительного механизма при соотношении рычагов 1:1; D - диаметр барабана. Величины α, β и l определяются следующим образом: угол сектора кривой барабана α= 3,6° а, где 3,6° - цена одного луча. Длина дуги по барабану l = πDa/3600. Необходимый угол подъема кривой барабана β = arctg h/l.
Наладка автомата заключается в снятии с РВ кулачков револьверной головки и поперечных суппортов, смене державок инструмента. Затем производят смену зубчатых колес в коробке скоростей и в приводе РВ. Устанавливают новые кулачки револьверной головки и поперечных суппортов размещают резцы, начиная с отрезного резца, регулируют длину подачи прутка и хода инструментов.
Производительность автомата при рассмотренной настройке
Q =3600/258 ≈ 13 деталей/час.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 2901; Нарушение авторских прав?; Мы поможем в написании вашей работы!