КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виды сварных соединений. Работа и расчет сварных соединений
|
|
|
|
Расчет стыковых швов. (Металл)
Сварным соединением называется неразъемное соединение нескольких деталей, полученное сваркой. В зависимости от взаимного расположения свариваемых элементов в пространстве различают следующие основные виды сварных соединений: стыковые, угловые, тавровые, нахлесточные и торцовые (рис. 8).
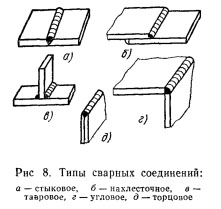 При газовой сварке основное применение нашли стыковые соединения (рис. 8, а). В стыковом соедннении составляющие его элементы расположены в одной плоскости или на одной поверхности.
При газовой сварке основное применение нашли стыковые соединения (рис. 8, а). В стыковом соедннении составляющие его элементы расположены в одной плоскости или на одной поверхности.
Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или с отбортовкой кромок без применения присадочного материала. При толщине металла от 2 до 5 мм стыковые соединения выполняют без разделки кромок с зазором между свариваемыми кромками, больше 5 мм — с разделкой кромок. При толщине металла от 5 до 15 мм применяют V-образную разделку кромок, свыше 15 мм — Х-образную разделку кромок. Нахлесточным называется такое сварное соединение (рис. 8,6), в котором свариваемые элементы расположены параллельно и частично перекрывают друг друга. При газовой сварке металла толщиной свыше 3 мм нахлесточное соединение применять нежелательно, так как в результате больших собственных напряжений возникают значительные деформации, которые при жестком закреплении свариваемых деталей могут привести к образованию трещин.
Тавровые соединения (рис. 8, в) применяют при сварке деталей толщиной до 3 мм. Тавровым называется сварное соединение, в котором торец одной детали соединяется с боковой поверхностью другой. Тавровое соединение используют при приварке ребер жесткости, косынок, трубопроводных муфт и др.
Угловым называется соединение (рис. 8, г), в котором свариваемые детали расположены под прямым углом и соединяются по кромкам. Большое распространение при газовой сварке металла малой толщины получили торцовые соединения (рис. 8, д), в которых соединяемые детали соприкасаются своими боковыми поверхностями и свариваются по смежным торцам.
Для обеспечения полного провара по всей толщине свариваемого металла и получения прочного сварного соединения необходимо правильно подготавливать свариваемые кромки. Общий угол разделки свариваемых кромок составляет 70—90°. При малых толщинах свариваемого металла сварные соединения свариваются без скоса кромок. При толщине металла свыше 5 мм делается разделка кромок. Перед сваркой свариваемые кромки, а также прилегающие к шву участки основного металла, тщательно очищают пламенем газовой горелки от масла, ржавчины, окалины, влаги и других загрязнений.
Расчет сварного шва работающего на действии центрально приложенной силы N:
σш = N/t*lш≤ Rсв * γ
Где
N – расчетное усилие
t – рабочая толщина шва
lш – расчетная длинна шва, равна его полной длине при условии если начало и конец шва выведены за пределы стыка.
lш =l-2t – фактическая длинна шва.
γ – коэффициент условий работы элемента.
Rсв – расчетное сопротивление сварного шва на сжатие или растяжение.
t – равно 0.7*t при условии, что в стыковом соединении не обеспечивается полный провар по толщине сварных элементов при помощи подварки корня шва.
Rсв = 0.85*R – если сварной шов работает на растяжение и не был проверен физическими методами контроля.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 1607; Нарушение авторских прав?; Мы поможем в написании вашей работы!