КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методика и порядок проведения эксперимента
|
|
|
|
Технология выполнения сварных швов.
Выбор режима сварки
Основными параметрами режима ручной дуговой сварки является диаметр электрода и сила сварочного тока. Скорость сварки и напряжение дуги при ручной сварке как правило не регламентируется. Их подбирает сварщик в зависимости от марки электрода и положения шва в пространстве. Диаметр электрода выбирают в зависимости от толщины свариваемого металла по справочным таблицам.
Сила сварочного тока в основном зависит от диаметра электрода Для электрода диаметром от 3 до 6 мм, ее определяют по формуле:
Iсв = к •d, А, (2)
где Iсв - сила сварочного тока, А;
к – коэффициент, А/мм равный 40…60 для электродов со стержнем из низкоуглеродистой стали и 35…40 – для электродов со стержнем из высокоуглеродистой стали;
d – диаметр металлического стержня электрода, мм.
Она зависит от положения швов в пространстве и вида сварочного соединения.
По положения в пространстве швы делят на нижние, вертикальные, горизонтальные, потолочные (рисунок 9). Наиболее удобные сваривать нижние швы, так как расплавленный металл не вытекает из кратера. Сложные сваривать вертикальные и горизонтальные швы. Их выполняют очень короткой дугой и электродами диаметром не более 5 мм. Но наиболее трудно сваривать потолочные швы, у которых кратер расположен дном кверху. Потолочные швы сваривают самой короткой дугой и электродами диаметров не более 4 мм., что облегчает переход капли на металл. Если конструкция изделия позволяет то его переворачивают так, чтобы все швы можно было варить в нижнем положении, а тавровые соединения сваривать в лодочку.
1 Подготовить для сварки кромки стальных пластин (толщина пластины задается преподавателем) согласно ГОСТ 5264-80.
2 Определить по справочной таблице 1 диаметр электрода в зависимости от толщины свариваемой пластины и установить его в электродержателе.
Таблица 1 - Справочная таблица по выбору электрода
| Толщина пластины для сварки S, мм | 1,5 | 4-5 | 6-9 | 13-15 | ||
| Диаметр металлического стержня электрода d, мм | 1,6 | 3-4 | 4-5 |
3. Определить расчетным путем силу сварочного тока
Iсв = к •d, А,
где Iсв - сила сварочного тока, А;
к – коэффициент, А/мм равный 40…60 для электродов со стержнем из низкоуглеродистой стали и 35…40 – для электродов со стержнем из высокоуглеродистой стали;
d – диаметр металлического стержня электрода, мм.
4. Определить расчетным путем силу тока короткого замыкания.
1КЗ = 1,2 • Iсв, А
5 Включить сварочный трансформатор, по приборам определить напряжение холостого хода.
6 Установить на сварочном трансформаторе с помощью рукоятки и стрелки силу сварочного тока, определенную расчетным путем.
7 Сварить подготовленные стальные пластины (по заданию преподавателя). В процессе сварки определит по приборам фактическое напряжение дуги и силу сварочного тока.
8 Результаты измерений и расчетов занести в протокол (таблица 2).
Таблица. 2.1 - Результаты измерений
| Источники питания дуги | Марка источника | Диаметр, электро-да d, мм | Напряжение холостого хода Uxx,B | Напряже-ние дуги Uд, В | Сила свароч-ного тока I св, А | Сила тока короткого замыкания, I кз, А |
| Сварочный трансформатор | ТС-500 | |||||
9 По результатам измерений построить графическую зависимость между напряжением и током, т.е. вольтамперную характеристику источника питания и дуги.
10 По результатам эксперимента сделать выводы.
Контрольные вопросы
1. Роль отечественных ученых в открытии и применения сварки металлов электрической дугой.
2 Физическая сущность процесса сварки электрической дугой
3 Основные виды дуговой сварки.
4 Требования к источникам питания
5 Как выбрать оптимальные параметры режима дуговой сварки.
6 Объяснить по схеме сущность работы источников питания дуги
7 Какие правила техники безопасности должны соблюдаться при включения в электрическую сеть сварочного оборудования.
Содержание отчета
В отчете необходимо указать тему лабораторной работы и ее цель, а также оборудование рабочего места. Дать определение сварки, виды сварочной дуги. физическую сущность дуговой сварки, привести основные виды дуговой сварки, строение сварочной дуги, дать определение вольтамперной характеристики дуговой сварки, основные требования предъявляемые к источникам питания сварочной дуги, электрические схемы трансформаторов, генераторов, выпрямителя. Привести результаты эксперимента по которым построены вольтамперная характеристика источников питания и дуги. Сделать выводы по выполненной работе.
Таблица 1 - Технические характеристики сварочных трансформаторов с увеличенным магнитным рассеиванием
| Тип трансформатора | U сети. В | U вторичное, В | ПН, % | I (ток) номинальный, А | Пределы регулирования | КПД % | Масса, кг | |
| СТШ-250 | 80-260 | |||||||
| СТШ-2380 | 110-405 | |||||||
| СТШ-500 | 145-650 | |||||||
| СТШ-500-80 | 60-800 | |||||||
| TC-I20 | 50-160 | |||||||
| ТС-300 | 110-385 | |||||||
| ТС-500 | 165-650 | |||||||
| ТСК-300 | 110-385 | |||||||
| ТСК-500 | 165-560 | |||||||
| ТД-500 | 59; 73 | 100-560 | ||||||
| ТД-300 | 61; 79 | 60-400 | ||||||
| ТСП-2 | 90-300 |
Таблица 2 Технические характеристики преобразователей агрегатов с генераторами с самовозбуждением и размагничиванией последовательной обмоткой
| Сварочный генератор | Двигатель | Агрегат или преобразователь | Масса, кг | ||||||
| Тип преобразо-вателя | Тип | U, В | I, А | Тип | N, кВт | п. об/мин | |||
| Исполнение | |||||||||
| ПСО- 300 | ГОО-ЗОО | АВ-62- 4 | Однокорпусное на колёсах | ||||||
| АСБ- 300-2 | ГСО-ЗОО | ГАЗ- МК | |||||||
| АСД-300 | ГСО-300 | 5П4-4-8,5 | |||||||
| САМ-300 | ГСО-300М | ПН-100 | 14,25 | ||||||
| САМ-400-1 | СГП-З-У | 75-320 | Двухмашинное | ||||||
| ПН-290 | на раме | ||||||||
| САМ-400-2 | СГП-З-У | МАФ 72-4 | |||||||
| ПС-500-2 | ГС-500-2 | А-72/4 | Одно корпусное | ||||||
| на колесах | |||||||||
| АСД-3-1 | СГП-З-УШ | 120-600 | ЯАЗМ- 204Г | Двухмашинное на раме | |||||
| АСДП-500 | СГП-З- УШ | ЯАЗМ- | Двухмашинное | ||||||
| 204Г | на прицепе |
Таблица 4 - Сварочные выпрямители с падающими внешними характеристиками
| Параметр | ВСС- 120-4 | ВСС- 300-3 | ВКС- | ВКС- 300 | ВКС- 500 | ВД- 101 | ВД- 306 | ВД- |
| Выпрямленное напряжение холостого хода, В | 57-63 | 58-65 | 57-62 | 58-65 | 65-68 | 65-68 | ||
| Номинальный свароч-ный ток при ПН=60%, А | ||||||||
| Номинальное напряже-ние при нагрузке, В | 32,6 | |||||||
| Предел регулирования сварочного тока, А | 15- 130 | 35- 330 | 15- 130 | 30-330 | 65-550 | 20- 130 | 45-315 | 50-500 |
| Потребляемая мощность, кВт | 8,6 | 13,2 | 5,0 | 13,2 | - | |||
| КПД,% | ||||||||
| Коэффициент мощности | 0,58 | 0,60 | 0,60 | 0,58 | 0,74 | 0.5 | - | - |
| Масса, кг |
Таблица 5 - Технические характеристики осцилляторов
| Тип | U сети, В | Uxx, В | W, кВт | Колебательный контур | |||
| W, кВт | Индукционная катушка, Гн | Емкость конденсатора, мкф | Масса, кг | ||||
| ТУ-2 | 0,225 | ||||||
| ТУ-77 | 65; 220 | 1,00 | 0,097 | 0,097 | 0,5 | ||
| ТУ-177 | 0,40 | ||||||
| ОСЦН | |||||||
| М-2 | 0,40 | 0,0045 | 0,005 | 0, 5 | |||
| М-З | 40;220 | 0,14 | 0,0045 | 0,005 | 0, 5 | ||
| ОС-1 | 40; 65 | 0,075 | 0,0025 | 0,160 | 1, 2 | ||
| ОСПЗ- | 0,130 | 0,0025 | 0,160 | 1, 0 | |||
| 2М | 0,045 |
Сделать вы, необходимые материалы для газовой сварки (горючие газы, присадочный материал, флюсы) и оборудование (принципиальные схемы ацетиленовых генераторов, водяных затворов, баллонов для кислорода и ацетилена, ацетиленовых и кислородных редукторов, горелки и ацетилено-кислородного резака), сущность кислородной резки металла. Привести результаты выполнения индивидуального задания (выбор номера горелки и наконечника для заданных условий сварки, а также расчеты по выбору кислородного резака, номера мундштука, генератора)..
|
|
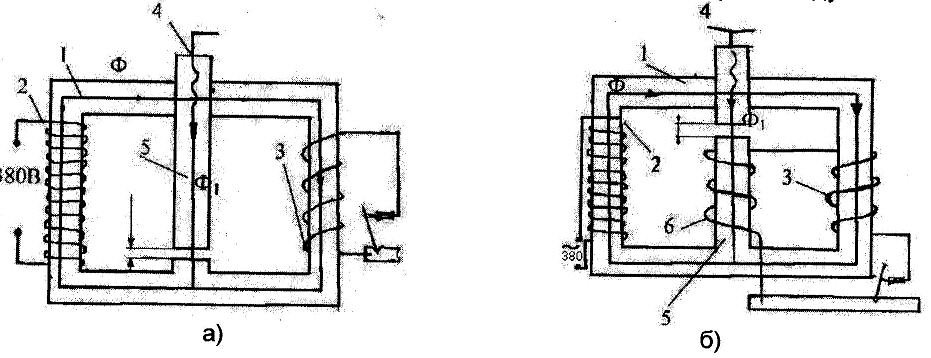
а - с магнитным шунтом (марка СТШ-250), б - со встроенной реактивной обмоткой
(марка СТН -450), в - с подвижной вторичной обмоткой (марка ТС -300, 500)
Рисунок 2.3 - Схемы однопостовых трансформаторов
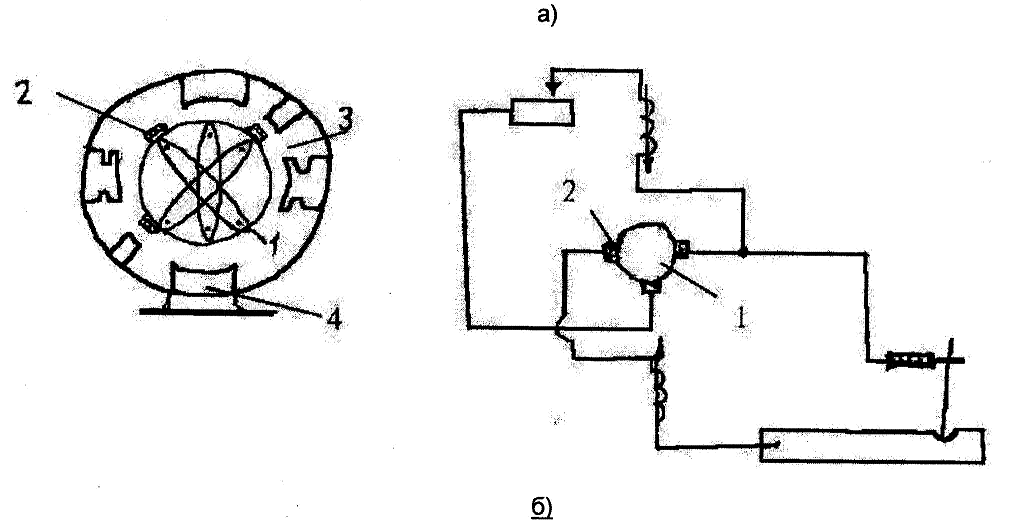
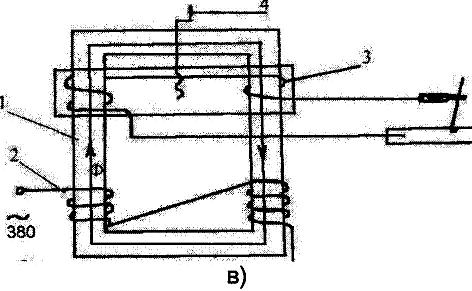
а - с независимой намагничивающей и последовательной размагничивающей
обмотками возбуждения (марка ГСО-ЗОО);
б - с параллельной намагничивающей и последовательной размагничивающей
обмотками возбуждения (марка СМГ-26). Фн - намагничивающий поток,
Фр - размагничивающий поток, N и S -северный, южный полюсы,
НО-намагничивающая обмотка, РО-размагничивающей обмотка.
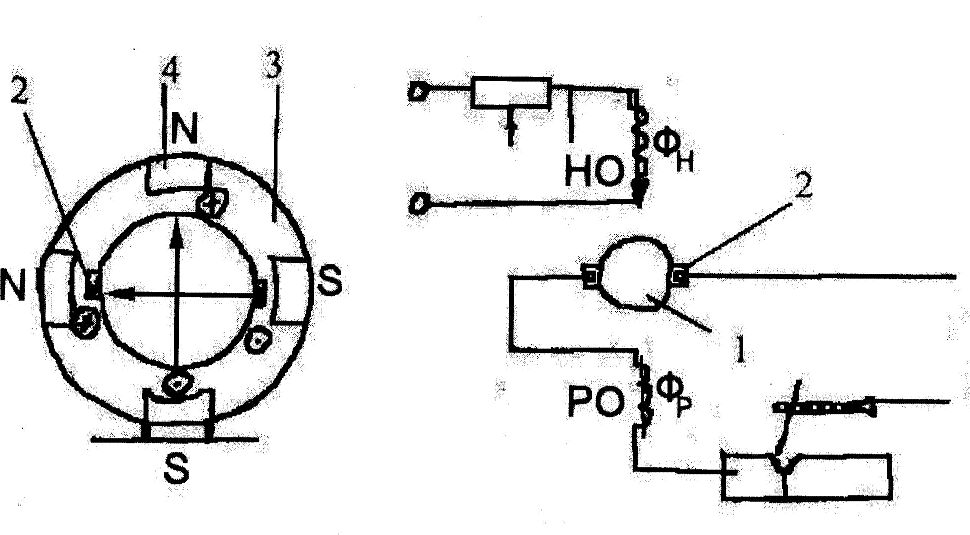
Генераторы содержат 1 - якорь, 2 - щетки, 3 - статор, 4 - поперечные полюсы,
5 - главные полюсы, 6-дополнительные полюсы.
Рисунок 2.4 – Схема сварочных генераторов
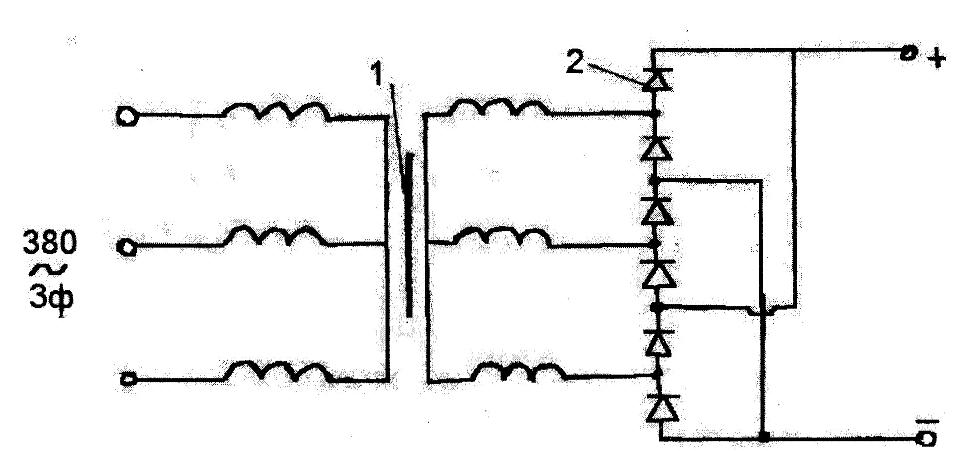
1 - понижающий трехфазный трансформатор, 2 - селеновые выпрямители.
Рисунок 2.5 - Схема сварочного выпрямителя ВСС - 300 - 3
| 
|
а) б)
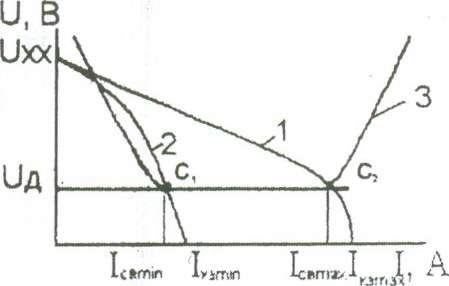
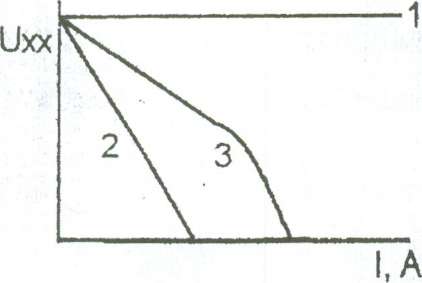
а - различных источников тока: 1 - жесткая, 2- пологая, 3 - круто падающая; б - для регулирования сварочного тока: 1,2 - предельные крутопадающие характеристики, 3 - вольтамперная характеристика дуги, Uxx - напряжение холостого хода источника, Uд - напряжение горения дуги, ICBmjn, 1СВтач - предельные значения токов сварки, I„min, Umax ~ предельные значения тока короткого замыкания.
Риcунок 2.6 - Внешние (вольтамперные) характеристики
источников питания дуги
Экспериментальная часть
Содержание отчета
В отчете должны быть цель работы, определение сварки, виды сварочной дуги, физическая сущность и свойства дуги, основные требования предъявляемые к источникам, электрические схемы трансформаторов СТЦ- 250, СТН - 4,50, ТС - 300, генераторов ГСО - 300, СМГ-26 и выпрямителя ВСС - 300-3, в результате измерения,
вольтамперные характеристики источников и дуги по данным результатам, расчеты и выводы.
Таблица 2.1 - Технические характеристики сварочных трансформаторов с увеличенным магнитным рассеиванием
| Тип трансформатора | и сети. В | Ивторичное, В | ПН, % | I (ток) номинальный, А | Пределы регулирования | КПД % | Масса, кг | ||
| СТШ-250 | 80-260 | ||||||||
| СТШ-2380 | 110-405 | ||||||||
| СТШ-500 | 145-650 | ||||||||
| СТШ-500-80 | 60-800 | ||||||||
| TC-I20 | 50-160 | 80 I 90 | |||||||
| ТС-300 | 60300 110-385 | 84: 185 ; | |||||||
| ТС-500 | 500 165-650 | 85 1 250j | |||||||
| ТСК-300 | |||||||||
| 300 110-385 84:215 | |||||||||
| ТСК-500 | 165-560: 85 | 280 | | |||||||
| ТД-500 | 59; 73 | 10Q-560 | 210 | | ||||||
| ТД-300 | 61; 79 | 60-400 | |||||||
| ТСП-2 | 220 | i | 90-300 | ■.... | ....... 1 | |||||
Приложение 2.2 Технические характеристики преобразователей агрегатов с генераторами с самовозбуждением и размагничиванией последовательной обмоткой
| Сварочный генератор | Двигатель | Агрегат или | ||||||
| Тип | преобразова | |||||||
| преобра | п. | тель | Масса, кг | |||||
| Тип | и,В | 1, А | Тип | \т | об/ми н | |||
| кВт | Исполнение | |||||||
| ПСО- 300 | ГОО-ЗОО | АВ-62- 4 | Однокорпусное1 на колёсах | |||||
| АСБ- 300-2 | ГСО-ЗОО I | i | ГАЗ- МК | i | ||||
| АСД- | 5П4-4- | |||||||
| . гсо-300 | 8,5 | к | ||||||
| САМ- | гсо-300м | ПН-100 | 14,25 | |||||
| 75- | Двухмашинное | |||||||
| САМ- | на раме | |||||||
| 400-1 | СГП-З-У | ПН-2901 | ||||||
| САМ- | СГП-З-У | |||||||
| /1ПП О | Л/1 АЛ. | |||||||
| ПС-500 | ГС-500 | 72-4 | ||||||
| ПС-500- | ГС-500- | А-72/4 | Одно корпусное | |||||
| на колесах | ||||||||
| АСД-3-1 | сгп-з- \/ттт | 120- | ЯАЗМ- 204г | Двухмашинное на паме | ||||
| АСДП- | сгп-з- | ЯАЗМ- | Двухмашинное | |||||
| уш | 204г | на прицепе |
Приложение 2.3 Сварочные выпрямители с падающими внешними характеристиками
| Параметр | всс- 120-4 | всс- 300-3 | вкс- | ВКС- 300 | ВКС- 500 | вд- 101 | ВД- 306 | ВД- |
| Выпрямленное напряжение холостого хода, В | 57-63 | 58-65 | 57-62 | 58-65 | 65-68 | 65-68 | | | |
| Номинальный сварочный ток при ПН=60%, А | ||||||||
| Номинальное напряжение при нагрузке, В | 32,6 | i 1 | ||||||
| Предел регулирования сварочного тока, А | 15- 130 | 35- 330 | 15- 130 | 30- | 65- , I | 20- 45- 130 315 i | 50- | |
| Потребляемаямощность, кВт | 8,6 | 13,2 | 5,0 | 13,2 | ■ | |||
| КПД,% | 58! | 70 ' | 69! | |||||
| Коэффициентмощности | 0,58 | 0,60 | 0,60 1 } | 0,58 | 0,74 | 0.5 | i ! | | ! |
| Масса, кг |
Приложение 2.4. Технические характеристики осцилляторов
| Колебательный контур | |||||||
| Тип | U сети, В | Uxx,В | W.KBT | W,KBT | Индукционная катушка, Гн | Емкость конденсатора мкф | Масса кг |
| ТУ-2 | 0,225 | ||||||
| ТУ-77 | 65:220 | 1,00 | 0.097 | 0,097 | 0,5 | ||
| ТУ-177 | 0,40 | ||||||
| осцн | |||||||
| М-2 | 0,40 | 0,0045 | 0,005 | 0, 5 | |||
| м-з | 40;220 | 0,14 | 0,0045 | 0,005 | 0, 5 | ||
| ОС-1 | 40; 65 | 0,075 | 0,0025 | 0,160 | 1, 2 | ||
| оспз- | 0,130 | 0,0025 | 0,160 | 1, 0 | |||
| 2М | 0,045 | - | - |
| / |
| ' |
|
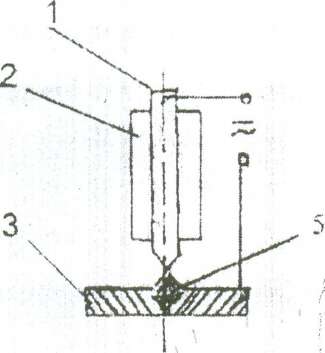
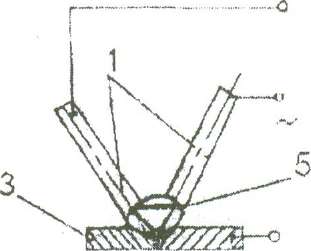
Рис 2.1. Схемы основных видов дуговой сварки по способу Н.Н. Бенардоса; по способу Н.Г. Славянова;
сварка трехфазной дугой, применяется для автоматической сварки; • электрод. 2 - флюс, 3 - свариваемы? детали. 4- присадочный материал. 5-дуга.
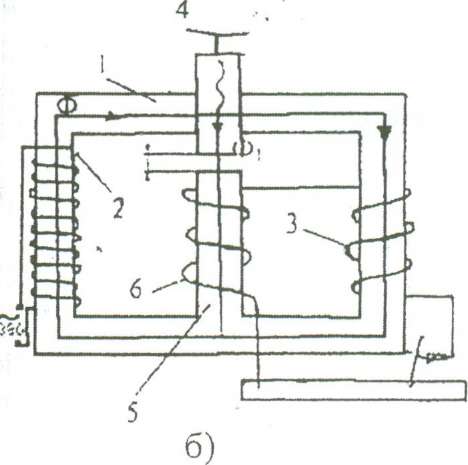
Рис. 2.3. Схемы однопостовых трансформаторов а - с магнитным шунтом (марка СТШ-250) б - со встроенной реактивной обмоткой (марка СТН -450) в - с подвижной вторичной обмоткой (марка ТС -300, 500)
Трансформаторы содержат: пластинчатый стальной сердечник 1, первичную обмотку (изолированный провод малого сечения) 2, вторичную обмотку (изолированный провод большого сечения) 3, винтовой механизм перемещения 4, магнитный шунт 5, реактивную обмотку (аналогична вторичной, но намотана навстречу) 6.
Принцип работы трансформаторов следующий. При подаче переменного напряжения сети на первичную обмотку 2 в сердечнике 1 создается переменный магнитный поток Ф, который пересекая витки вторичной обмотки 3 наводит в ней электродвижущую силу (э.д.с.) используемую для сварки.
Магнитный шунт 5 (трансформаторы СТШ и СТН) делит поток Ф на Ф| протекающий в нем и Ф2, протекающий через вторичную обмотку. В СТШ при увеличении воздушного зазора (сопротивления потоку Ф|) винтовым механизмом перемещения 4 поток Ф| уменьшается, тогда увеличиваются Ф2 и вместе с ним ток сварки. В СТН поток Ф также делится магнитным шунтом 5 на потоки Ф) и Ф2, регулируемые величиной воздушного зазора. Чем больше зазор тем меньше Фь тем меньше ток в реактивной обмотке 6, тем больше Ф2 и сварочный ток.
В трансформаторе ТС регулировка осуществляется за счет взаимодействия сил электромагнитного сцепления неподвижных и подвижных обмоток (катушек). При наибольшем удалении взаимодействие слабое, поэтому ток сварки минимальный.
Принцип работы генераторов следующий. При запитке независимой обмотки возбуждения от аккумулятора между башмаками 4 создается магнитный поток, имеющий направление от N к S. При вращении рамок, образующих якорь 1, в них наводится электродвижущая сила, снимаемая щетками 2 и используемая для питания дуги. С увеличением тока сварки увеличивается размагничивающий поток Фр, направленный навстречу потоку Фн, благодаря чему генератор имеет крутопадающую характеристику.
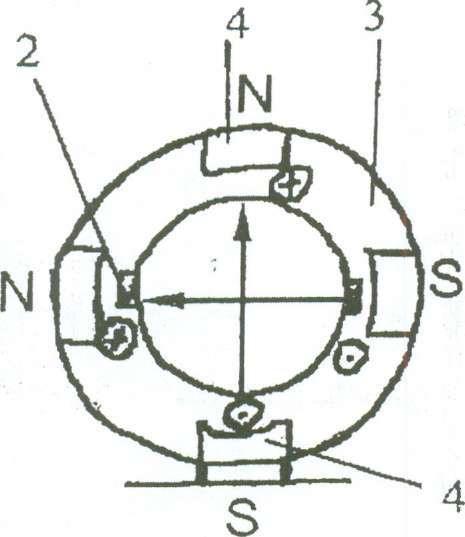
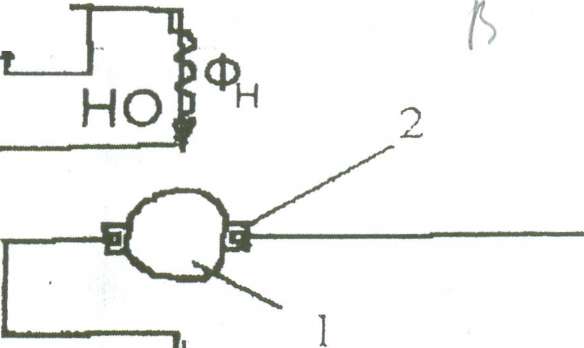
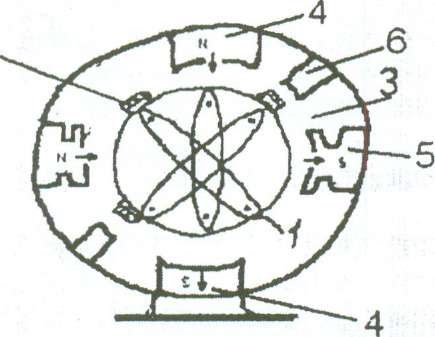
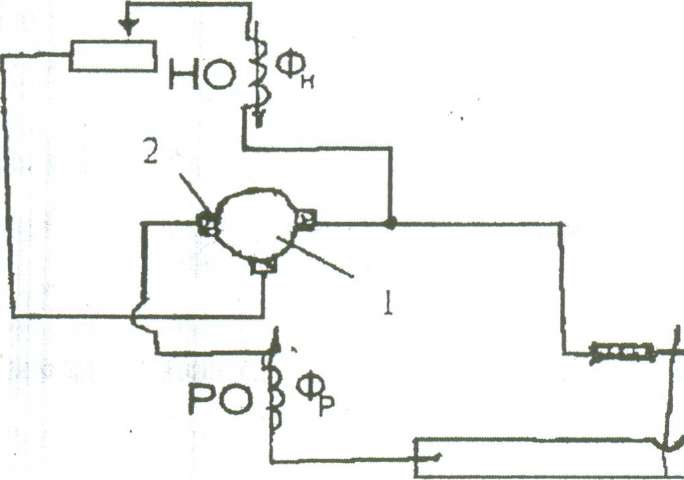
Рис. 2.4 Схемы сварочных генераторов:
а - с независимой намагничивающей и последовательной размагничивающей
обмотками возбуждения (марка ГСО-ЗОО); б - с параллельной намагничивающей и последовательной размагничивающей
обмотками возбуждения (марка СМГ-26). Фн - намагничивающий поток, Фр - размагничивающий поток, N и S -северный, южный полюсы, НО-намагничивающая обмотка, РО-размагничивающей обмотка.
Генераторы содержат 1 - якорь, 2 - щетки, 3 - статор, 4 - поперечные полюсы, 5 - главные полюсы, 6-дополнительные полюсы.
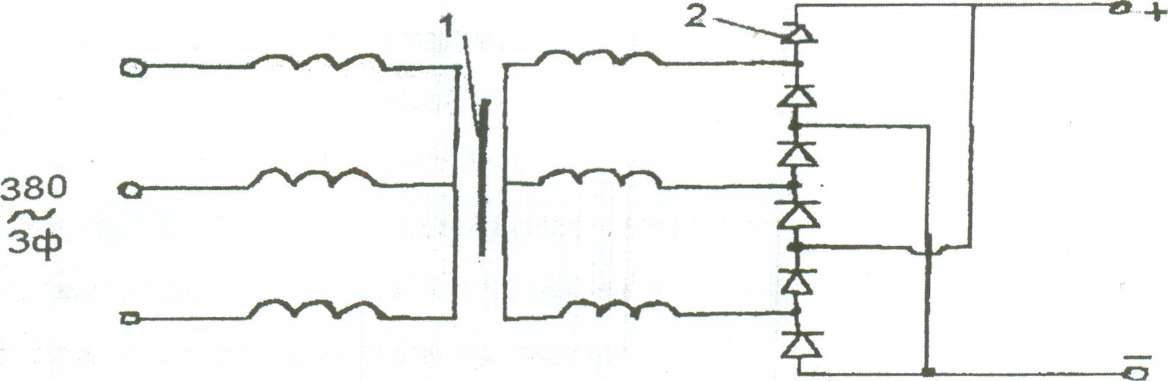
Рис. 2.5 Схема сварочного выпрямителя ВСС - 300 - 3 1 - понижающий трехфазный трансформатор, 2 - селеновые выпрямители.
Сварочные выпрямители собирают из полупроводниковых элементов, которые проводят ток только в одном направлении. Выпрямительные сварочные установки имеют высокие динамические свойства вследствие незначительной электромагнитной инерции. Ток и напряжение при переходных процессах изменяются практически мгновенно. Отсутствие вращающихся частей делают установки более прочными и надежными в эксплуатации, чем генераторы постоянного тока.
|
|
а) б)
Рис. 2.6 Внешние (вольтамперные) характеристики источников питания дуг
| U, В
|
а - различных источников тока: 1 - жесткая, 2- пологая, 3 - круто падающая; б - для регулирования сварочного тока: 1,2 - предельные крутопадающие характеристики, 3 - вольтамперная характеристика дуги, Uxx - напряжение холостого хода источника, ид - напряжение горения дуги, ICBmjn, 1СВтач - предельные значения токов сварки, I„min, Umax ~ предельные значения тока короткого замыкания.
Содержание отчета
В отчете должны быть цель работы, определение сварки, виды сварочной дуги, физическая сущность и свойства дуги, основные требования предъявляемые к источникам, электрические схемы трансформаторов СТЦ- 250, СТН - 4,50, ТС - 300, генераторов ГСО - 300, СМГ-26 и выпрямителя ВСС - 300-3, в результате измерения,
вольтамперные характеристики источников и дуги по данным результатам, расчеты и выводы.
Таблица. 2.1. Результаты измерений
| Источникипитаниядуги | Маркаисточника | ---------- ----- Диаметр / электрода, мм | Uxx,B | ИД,В | 1 св, А |
| Сварочныйтрансформатор | 1 1 те - 500 / \ / / V / X | / 3 | - |
Приложение 2.1 Технические характеристики сварочных трансформаторов с увеличенным магнитным рассеиванием
| Тип трансформатора | и сети. В | Ивторичное, В | ПН, % | I (ток) номинальный, А | Пределы регулирования | ! кпд % | Масса, кг |
| СТШ-250 | 80-260 | ' 73 | |||||
| СТШ-2380 | 300j110-405: 88 | 158 | | |||||
| Г СТШ-500 | 500 145-650 | ■ 90 | 220 | | ||||
| СТШ-500-80 | 500 | 60-800 1 92 ! | | 323: | |||||
| ^ TC-I20 | 120 1 50-160 | 80 I 90 | |||||
| ТС-300 | 60j300 110-385 | 84: 185 ; | |||||
| ТС-500 | 380 60 | 500 165-650 | 85 1 250j | ||||
| ТСК-300 j 380 | 300 110-385 84:215 | ||||||
| ТСК-500 | 165-560: 85 | 280 | | |||||
| ТД-500 | 59; 73 | 10Q-560 | 210 | | ||||
| ТД-300 | 61; 79 | 60-400 | |||||
| ТСП-2 | 220 | i | 90-300 | ■...... |
Приложение 2.2 Технические характеристики преобразователей агрегатов с генераторами с самовозбуждением и размагничиванией последовательной обмоткой
| Сварочный генератор | Двигатель | Агрегат или | ||||||
| Тип | преобразова | |||||||
| преобра | п. | тель | Масса, кг | |||||
| Тип | и,В | 1, А | Тип | \т | об/ми н | |||
| кВт | Исполнение | |||||||
| ПСО- 300 | ГОО-ЗОО | АВ-62- 4 | Однокорпусное1 на колёсах | |||||
| АСБ- 300-2 | ГСО-ЗОО I | i | ГАЗ- МК | i | ||||
| АСД- | 5П4-4- | |||||||
| . гсо-300 | 8,5 | к | ||||||
| САМ- | гсо-300м | ПН-100 | 14,25 | |||||
| 75- | Двухмашинное | |||||||
| САМ- | на раме | |||||||
| 400-1 | СГП-З-У | ПН-2901 | ||||||
| САМ- | СГП-З-У | |||||||
| /1ПП О | Л/1 АЛ. | |||||||
| ПС-500 | ГС-500 | 72-4 | ||||||
| ПС-500- | ГС-500- | А-72/4 | Одно корпусное | |||||
| на колесах | ||||||||
| АСД-3-1 | сгп-з- \/ттт | 120- | ЯАЗМ- 204г | Двухмашинное на паме | ||||
| АСДП- | сгп-з- | ЯАЗМ- | Двухмашинное | |||||
| уш | 204г | на прицепе |
Приложение 2.3 Сварочные выпрямители с падающими внешними характеристиками
| Параметр | всс- 120-4 | всс- 300-3 | вкс- | ВКС- 300 | ВКС- 500 | вд- 101 | ВД- 306 | ВД- |
| Выпрямленное напряжение холостого хода, В | 57-63 | 58-65 | 57-62 | 58-65 | 65-68 | 65-68 | | | |
| Номинальный сварочный ток при ПН=60%, А | ||||||||
| Номинальное напряжение при нагрузке, В | 32,6 | i 1 | ||||||
| Предел регулирования сварочного тока, А | 15- 130 | 35- 330 | 15- 130 | 30- | 65- , I | 20- 45- 130 315 i | 50- | |
| Потребляемаямощность, кВт | 8,6 | 13,2 | 5,0 | 13,2 | ■ | |||
| КПД,% | 58! | 70 ' | 69! | |||||
| Коэффициентмощности | 0,58 | 0,60 | 0,60 1 } | 0,58 | 0,74 | 0.5 | i ! | | ! |
| Масса, кг |
Приложение 2.4. Технические характеристики осцилляторов
| Колебательный контур | |||||||
| Тип | U сети, В | Uxx,В | W.KBT | W,KBT | Индукционная катушка, Гн | Емкость конденсатора мкф | Масса кг |
| ТУ-2 | 0,225 | ||||||
| ТУ-77 | 65:220 | 1,00 | 0.097 | 0,097 | 0,5 | ||
| ТУ-177 | 0,40 | ||||||
| осцн | |||||||
| М-2 | 0,40 | 0,0045 | 0,005 | 0, 5 | |||
| м-з | 40;220 | 0,14 | 0,0045 | 0,005 | 0, 5 | ||
| ОС-1 | 40; 65 | 0,075 | 0,0025 | 0,160 | 1, 2 | ||
| оспз- | 0,130 | 0,0025 | 0,160 | 1, 0 | |||
| 2М | 0,045 | - | - |
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 1035; Нарушение авторских прав?; Мы поможем в написании вашей работы!