КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Низколегированные чугуны и области их приминения
|
|
|
|
Низколегированные чугуны (с содержанием до 3 5 - 4 0 % Si, 1 5 - 2 0 % Мп, 0 3 % Р и до 1 0 % Cr, Ni и Си) применяют в автомобилестроении, в первую очередь для изготовления гильз цилиндров, поршневых колец, распределительных валов. Высоколегированные чугуны (с содержанием отдельных легирующих компонентов свыше 7 - 10 %) применяют для изготовления вставных клапанных седел и вставок в верхнюю часть гильз или цилиндров двигателей. Белые и отбеленные чугуны используют главным образом для наплавки нижней рабочей поверхности толкателей, изготовления торцовых рабочих поверхностей тормозных колодок.
Низколегированные чугуны применяют в основном в качестве конструкционного материала, а среднелегированные - в качестве антикоррозийных, жаростойких и немагнитных материалов.
Низколегированные чугуны применяют главным образом с целью повышения коррозионной стойкости, теплоустойчивости, износоустойчивости, а также прочности за счет получения перлитовой или сорбитовой структуры. Следует указать, что даже при невысоком содержании легирующих элементов получается однородная структура в отливках переменного сечения.
Внизколегированном чугуне эффективность легирования определяется присутствием хрома. В тонкостенных отливках из хро-моникелевого чугуна при содержании 0 3 - 0 4 % Сг и 0 1 - 2 % Ni возможен отбел, поэтому в таких случаях жидкий чугун модифицируют ферросилицием, силикокальцием или графитом.
№18 Литейные свойства чугунов (жидкотекучесть, усадка)
нулевая жидкотекучесть наступает тогда, когда металл или сплав перестает течь, находясь только под статическим напором.
Нулевая жидкотекучесть сплавов наступает при температуре, лежащей в интервале ликвидус-солидус, в момент, когда вязкость резко возрастает вследствие образования заметного количества твердой фазы.
Истинная жидкотекучесть о пределяется при одинаковом перегреве выше температуры нулевой жидкотекучести.
Практическая жидкотекучесть - это жидкотекучесть, измеряемая для различных сплавов при одинаковой темпера туре заливки независимо от величины перегрева выше температур нулевой жидкотекучести и ликвидуса.
В производственных условиях трудно установить температуру нулевой жидкотекучести, поэтому определяют жидкотекучесть сплава при одинаковом перегреве выше температуры ликвидуса. Такую жидкотекучесть называют условно истинной жидкотекучестью.
Наиболее важные технологические св-ва Ч – жидкотек и усадка. Это способность жидкого расплава заполнять полость литейной формы и чётко воспроизводить отпечаток будущей отливки. Различают: 1-нулевую жидкотек (м-у tл – tс, сплав перестаёт течь по каналам л/формы); 2-истинную (одинаковый перегрев над линией «О» жидкотекучести).
На практике опред «О» жидкотек трудно. Поэтому исп понятие условно-истинная жид-ть. Это при одинаковом перегреве над линией Ликвидус. Практическая жид-тьсоотв конкретной Тзал ж/чуг в л/форму. Прим. Тзал=360°C. При этой Т-ре Ч облад практич жид-тью. С ростом содерж С практич жид-ть возраст до эвтектич состава, а затем сниж. На жид-ть Ч влияет и целый ряд эл-ов: S, P, Mn, Si.
Si – увелич концентр снижает раств-ть С в Fe. Приводит, что эвтектика в Ч образ не при 4,2 – 4,3 %, а при более низк его концентр. В пром Ч Siсодерж 1,2 – 3,0 %. При наличии в Ч Si состав Ч оценивается не по содерж С, а по содерж углеродного эквивалента (Сэ=%С+1/3%Si). Т. обр. Si повыш жид-ть Ч т.к. его концентр приводит к приближ состава сплава к эвтектическому. Если концентр Si приводит к увел Сэ выше эвтектического состава, то жид-ть падает.
Mn – явл карбидообраз эл-ом. Вместе с Fe и C он образ сложн карбиды. В промышл Ч концMn не > 1%. При такой концMn при взаимод с S образ тугоплавкие сульфиды, кот загрязн Ч и снижают его жид-ть. Любые тугоплавк хим соед сниж жид-ть ибо они увелич вязкость расплава. В пром Ч концS не > 0,2 %.
P – увел жид-ть Ч. В пром Ч он содерж в пределах до 0,2 % в спец Ч до 0,5 %. Так при содерж в Ч 0,3 – 0,4 % P жид-тьувелич в 2 – 3 раза.
Усадка – уменьш объёма Ме, залитого в л/форму от момента заполнения до конца охлаждения готовой отливки. Этапы усадки: 1– объёмная усадка Ч; 2 – усадка в интервале кристаллизации; 3 – усадка Ч в тв состоянии.
В процессе охлажд Ч в л/форме первые два этапа усадки приводят к формир в отливке усадочной раковины, либо пористости. Усадка Ч в твёрдом сост (3 этап) созд в отл литейные напряж, кот могут привести при опред услов к образ трещин. Литейные напряж склад из термических, механич, фазовых. в практике лит про-ва усадка Ч в тв сост наз линейной. В реальн условиях усадка Ч в отл препятств л/форма, стержни, что приводит к затруднённой усадке.
При кристаллизвысокоуглерод сплавов Fe имеет место процесс графитизации, кот существенно влияет на усадку Ч отливок. Так в процессе крист СЧ в л/формах, выдел больш кол-во графитной фазы. Плотность её в 3 раза ниже плотности Ауст. Коэф линейной усадки СЧ колебл в пред 0,9 – 1,3 %. По этой причине в отл не образ усадочная раковина и пористость, а значит и наличие в Ч графитной фазы практич исключ возникн в отл трещин (горячих и холодных).
Ликвация — неоднородность химического состава сплава в различных частях сечения отливки, возникающая при его кристаллизации. Наиболее заметна ликвация в массивных сечениях отливки.
Различают прямую и обратную ликвации. При прямой зональной ликвации химические элементы перемещаются от периферии к центру отливки. При обратной зональной ликвации химические элементы перемещаются от центра к периферии.
Зональная ликвация вызывает обратный отбел. При прямой внутрикристаллитной ликвации концентрация ликвирующего элемента возрастает в кристаллите от центра к периферии, а при обратной ликвации - от периферии к центру. В целом наибольшее влияние на свойства чугуна и качество отливок оказывает зональная ликвация элементов. Степень зональной ликвации элементов чугуна зависит от многих факторов, в том числе от состава, температуры чугуна и скорости охлаждения.
№19 Составы и свойства ковкого чугуна. Стадии отжига белого чугуна на ковкий
Существует 2 способа отжига БЧ на КЧ: обезуглераживающий, графитизирующий.
1-ый способ используют при получении КЧ для сварных конструкций. За счет снижения содержания С в процессе отжига обеспечивается свариваемость отливок даже со сталью. Ранее он широко применялся, ибо в качестве плавильного агрегата использовалась обычная вагранка. Содержание С составляло ≈ 3,3 %. Поэтому отливки изготавливались только тонкостенные, чтобы гарантированно получить БЧ. Затем отливки укладывались в специальные отжигательные ящики и засыпали молотой железной рудой и загружали в нагревательные печи. При этом в отл одновременно сниж содерж С и происх распад Ц (эвтектического и эвтектоидного). Это длилось несколько суток. Все марки КЧ получаемого таким способом относятся к перлитному классу.
2-ой способ графитизирующий – обеспечивает получение чугуна, содержащего перед отжигом 2,0 – 3,0 %С. ГОСТом предусматривается изготовление таким способом 11 марок КЧ.Получение той или иной марки КЧ осуществляется путем выбора определенного химического состава и режима термической обработки. Наиболее широко применяется ферритный КЧ.
Рис. 1. Режимы отжига белого чугуна на ковкий.
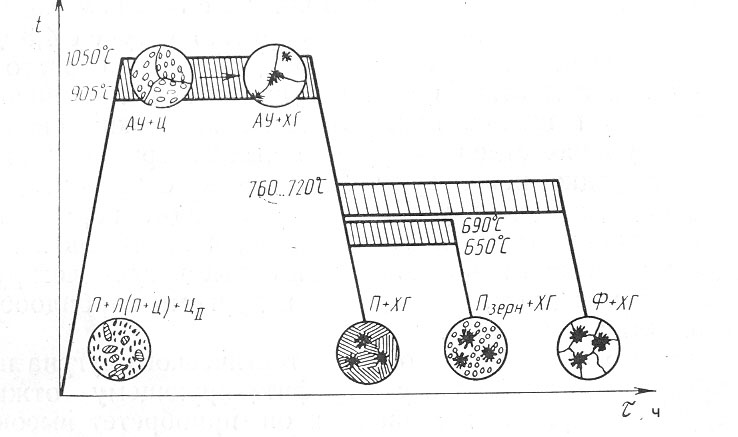
Отжиг проводится в две стадии. Сначала отливки белого чугуна нагревают в течение 20-25 ч до температуры 950-970 °С. Во время выдержки (15 ч) при этой температуре протекает первая стадия графитизации, т. е. распад цементита, входящего в состав ледебурита (A + Fe3C), и установление стабильного равновесия аустенит + графит. В результате распада цементита образуется хлопьевидный графит. Затем отливки медленно охлаждают (в течение 6-12 ч) до температуры 720 °С. При охлаждении происходит выделение из аустенита вторичного графита и рост графитовых включений. По достижении температуры 720°С дают вторую длительную выдержку, при которой происходит распад цементита, входящего в перлит, на феррит и графит. Вторая стадия графитизации длится около 30 ч, и после ее завершения структура чугуна состоит из графита и феррита. Излом ферритного чугуна бархатисто-черный ввиду большого количества графита.Если вторую стадию графитизации не проводят, то получают ковкий чугун со структурой графит + перлит. Излом такого чугуна светлый.
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 1011; Нарушение авторских прав?; Мы поможем в написании вашей работы!