КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Изготовление изделий на коротких стендах
|
|
|
|
1) Изготовление ферм на стенде
2) Производство длинномерных изделий
Б современной заводской практике широкое распространение получили короткие стенды для изготовления предварительно-напряженных конструкций: типовых панелей покрытий длиной 12 и18 м, колонн и балок каркасных зданий, мало уклонных покрытий длиной 24 м, сегментных ферм.
Частая смена оснастки на длинных стендах существенно увеличивает трудоемкость работ и металлоемкость конструкций. Гибкая технология на коротких стендах преимущественно в вибротермоформах, позволяет повысить в 2-4 раза их оборачиваемость, снизить трудоемкость формования и сократить число форм.
Изготовление ферм на стенде.
На коротких стендах изготавливают фермы с предварительно-напряженным нижним прямолинейным поясом (сегментные, безраскосные) и с параллельными поясами.
На ряде заводов применяют короткие стенды для одновременного изготовления в горизонтальном положении двух сегментных ферм пролетом 24 м. Железобетонная балка сечением 1,2x1,1 м воспринимает усилия от натяжения арматуры; по обе стороны балки на бетонном основании расположены металлические формы (рис. 14.9).
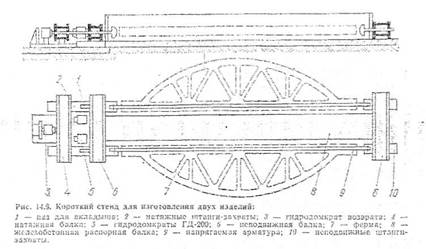
Перпендикулярно к одному из торцов распорной балки расположена неподвижная упорная двутавровая балка с короткими штангами-захватами для напрягаемой арматуры. На противоположном конце балки закреплены такая же неподвижная и подвижная упорные балки. Подвижная балка установлена на катках и имеет натяжные штанги- захваты. Между подвижной и неподвижной балками размещены два одноходовых домкрата типа ДГ-200 грузоподъемностью по 200 т, работающие от насосной установки. Для возврата подвижной балки в исходное положение с ее противоположной стороны установлен третий гидродомкрат.
После укладки стержневой или прядевой арматуры в тяги-захваты подвижной и неподвижной балок можно производить ее одновременное натяжение двумя гидродомкратами. В первую очередь выполняют монтажное натяжение, а после
установки каркасов и закладных деталей - полное проектное натяжение. В пазы штанг вставляют фиксирующие клинья, после него можно снять давление в гидроцилиндрах и передать усилие от напрягаемой арматуры на распорную балку. Фермы бетонируют, после чего стенд закрывают колпаком для тепловой обработки или осуществляют прогрев непосредственно в термоформах.
При массовом производстве рационально изготовление ферм на специальном механизированном стенде с поворотной формой, примером которого может служить установка, предназначенная для формования железобетонных предварительно- напряженных ферм ФБМ-241У длиной 24 м (рис. 14.10).
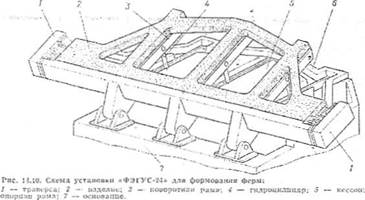
Для удобства обслуживания установки поворотную раму поднимают на некоторый угол, и после укладки арматуры опускают в положение формования. Затем устанавливают торцовые борта и закладные детали, в форму подают бетонную смесь и уплотняют ее вибропротягиванием. Тепловую обработку выполняют в термоформ; при этом верхнюю открытую поверхность изделия заливают слоем воды толщиной 20-40 мм, для чего по контуру формы предусмотрены дополнительные бортики. По окончании тепловой обработки торцовые борта снимают, и гидроцилиндрами поднимают поворотную раму вместе с изделием в наклонное положение, выпрессовывая его из формы. Затем отрезают анкерные концы напряженных арматурных стержней и транспортируют изделие в вертикальном положении на склад. После этого форму чистят, смазывают и приступают к формованию следующего изделия.
Технологическая последовательность изготовления ферм одинакова при работе на различных стендах: заготовка проволоки и прядей; установка форм», ненапрягаемой арматуры и закладных деталей; натяжение арматуры нижнего пояса механическим или электротермическим способом; формование и тепловая обработка изделий; передача усилий предварительного напряжения с упоров стенда на отвердевший бетон изделия; распалубка и съем изделия со стенда.
При правильной организации работ продолжительность одного цикла по изготовлению двух ферм или балок равна одним суткам.
Производство длинномерных изделий.
Для выпуска крупноразмерных железобетонных конструкций, в частности длинномерных балок, применяют механизированные стендовые установки для формования балок в рабочем положении.
Формовочная установка состоит из поддона, откидных продольных бортов и съемных торцовых бортов (рис. 14.12). По торцам поддона размещены траверсы-захваты для напрягаемой арматуры, одна из которых подвижная. Продольные борта формы открываются на 90° гидравлическим приводом; при закрывании бортов посредством рычажно-шарнирного устройства одновременно устанавливают в рабочее положение подмости для обслуживания установки.
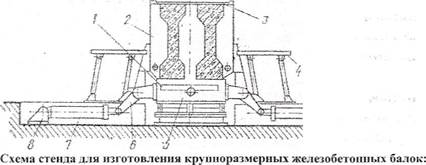
1 - траверса для натяжения арматуры; 2 — откидные продольные борта; 3 - съемные торцовые борта; 4 - складные подмости; 5 — поддон; 6 - рычаг; 7 - гидроцилиндр; 8 - кронштейн.
К траверсам установки прикреплен вибропривод мощностью 30 кВт с горизонтально-круговыми колебаниями. Применение в стендовом производстве вибропривода позволяет механизировать процесс уплотнения бетона и значительно сократить его продолжительность, обеспечивая высокое качество изделий.
Перед началом работы для удобства обслуживания и укладки арматуры продольные борта формы откинуты в горизонтальное положение. После укладки напрягаемых арматурных стержней в упоры траверсы собирают и закрепляют остальную арматуру и закладные детали, а затем гидроприводами закрывают продольные борта, одновременно устанавливая площадки обслуживания. Далее ставят торцовые борта и болтовые стяжки между продольными бортами формы. Домкратами производят групповое натяжение всех 18 стержней арматуры; величина натяжения автоматически контролируется фиксирующим клином.
Бетоноукладчик подает бетонную смесь непосредственно в форму. По окончании формования в полости формы подается пар; тепловая обработка длится 15 ч. При распалубке раскрывают продольные борта, затем обрезают стержни арматуры, извлекают изделие краном и транспортируют его в стеллаж для выдерживания.
7. Анализ прибыли и рентабельность производства. (Вопрос №15)
Величина прибыли, уровень рентабельности зависят от производственной, снабженческой, сбытовой и коммерческой деятельности предприятия, иначе говоря, эти показатели характеризуют все стороны хозяйствования.
В анализе используются следующие показатели прибыли: балансовая прибыль, налогооблагаемая прибыль, чистая прибыль.
Балансовая прибыль включает в себя прибыль от обычных видов деятельности (объем продаж, цена продаж, себестоимость продукции), финансовые результаты от операционных(прибыль от продаж нематериальных активов, основных средств, прибыль от предоставления в пользование) и внереализационных операций(прибыль от участия в уставных капиталах других организации, проценты по займам, суммы до оценки активов) и чрезвычайных обстоятельств(страхование и т.п.).
Налогооблагаемая прибыль представляет собой разность между прибылью от обычной деятельности и суммой льгот по налогу на прибыль.
Чистая прибыль - это та часть прибыли, которая остается в распоряжении предприятия после уплаты налога на прибыль.
Основную часть прибыли предприятия получают от обычных видов деятельности, к которой относят прибыль от продаж продукции (работ, услуг).
Прибыль от продаж = Вр – с/с – Кр – Ур,
Вр – выручка от продажи товаров, продукции, работ, услуг
с/с – себестоимость проданных товаров, продукции, работ, услуг
Кр – коммерческие расходы
Ур – управленческие расходы
Прибыль до налогообложения = П от пр. + Проч.доходы – Проч. расходы
Чистая прибыль = П до нал. – Налог на прибыль
Прибыль от продаж продукции в целом по предприятию зависит от четырех факторов
- объем реализации продукции, оказывает положительное и отрицательное влияние на сумму прибыли, если продукция убыточная, то при увеличении объемов продаж прибыль снижается
- структура товарной продукции оказывает положительное и отрицательное влияние на сумму прибыл, при увеличении удельного веса низкорентабельной продукции – сумму прибыли уменьшается
- себестоимость продукции и прибыль находятся в обратно пропорциональной зависимости
- цена, изменение уровня средне-реализованных цен и прибыль находятся в прямопропорционнальной зависимости.
Показатели рентабельности более полно, чем прибыль, характеризуют окончательные результаты хозяйствования, потому что их величина показывает соотношение эффекта с наличными или использованными ресурсами. Их применяют для оценки деятельности предприятия и как инструмент инвестиционной политике и ценообразовании.
Показатели рентабельности можно объединить в несколько групп:
1)показатели, характеризующие рентабельность (окупаемость) издержек производства и инвестиционных проектов;
2) показатели, характеризующие рентабельность продаж;
3) показатели, характеризующие доходность капитала и его частей.
Все эти показатели могут рассчитываться на основе балансовой прибыли, прибыли от реализации продукции и чистой прибыли.
Рентабельность производственной деятельности (окупаемость издержек) (R3) исчисляется путем отношения балансовой (Пб) или чистой прибыли (Пч) к сумме затрат по реализованной или произведенной продукции (З):
 или
или 
Она показывает, сколько предприятие имеет прибыли с каждого рубля, затраченного на производство и реализацию продукции. Может рассчитываться в целом по предприятию, отдельным его подразделениям и видам продукции.
Рентабельность продаж (Rn) рассчитывается делением прибыли от реализации продукции, работ и услуг или чистой прибыли на сумму полученной выручки (РП). Характеризует эффективность предпринимательской деятельности: сколько прибыли имеет предприятие с рубля продаж. Широкое применение этот показатель получил в рыночной экономике. Рассчитывается в целом по предприятию и отдельным видам продукции.
 .
.
Рентабельность (доходность) капитала (Rк) исчисляется отношением балансовой (чистой) прибыли к среднегодовой стоимости всего инвестированного капитала (  ) или отдельных его слагаемых: собственного (акционерного), заемного, основного, оборотного, производственного капитала и т.д.
) или отдельных его слагаемых: собственного (акционерного), заемного, основного, оборотного, производственного капитала и т.д.
 .
.
В процессе анализа изучаются: динамика и причины полученных убытков и прибыли, система показателей рентабельности и факторы, их определяющие. Анализ сводится в основном к изучению
Основными факторами, влияющими на чистую прибыль, являются объем дохода (выручки) от реализации продукции (товаров, работ, услуг), уровень себестоимости, сумма административных расходов, расходов на сбыт, прочих операционных расходов, доходов и расходов от участия в капитале, прочих финансовых доходов и расходов, величины налога на прибыль и других налогов (обязательных платежей), выплачиваемых из дохода. В заключение анализа разрабатываются конкретные мероприятия, направленные на предупреждение и сокращение убытков и потерь от данных видов деятельности.
Анализ доходности хозяйствующего субъекта проводится в сравнении с планом и предшествующим периодом.
Анализ следует проводить по данным работы за год и по кварталам. Показатели прошлого года приводятся в соответствие с показателями отчетного года с помощью индексации цен. Плановые показатели разрабатываются хозяйствующим субъектом как хозяином самостоятельно для внутреннего пользования.
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 760; Нарушение авторских прав?; Мы поможем в написании вашей работы!