КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Газовая сварка
|
|
|
|
Подготовка под сварку.
Свариваемый металл и электродная проволока перед сваркой тщательно очищаются от окислов механически (шабером, наждаком и прочее)или химически (травлением в растворе, содержащем в 1л 75мл HNO3, 100мл H2SO4, 1мл HCl, остальное- дистиллированная вода, с последующей промывкой в воде, затем обезжириваются).
Выбор технического процесса сварки изделия в первую очередь определяется его назначением, сложностью (наличие коротких или криволинейных швов в различных пространственных положениях, труднодоступных мест), а также числом изготавливаемых изделий (серия) и требованиями, предъявляемыми к их качеству.
При единичном производстве и ремонтных работах рекомендуется использовать газовую сварку, в процессе которой осуществляется подогрев и начальная термическая обработка изделия. Невысокие температурные градиенты уменьшают воздействие сварочного термического цикла на металл в зоне сварки (шов, зона термического влияния). Возможно Раскисление и легирование металла через присадочную проволоку. Газовую сварку можно применять как для чистой меди, так и для ее сплавов.
Газовая горелка- тепловой источник малой сосредоточенности, поэтому для сварки меди желательно использовать ацетиленокислородную сварку, обеспечивающую наибольшую температуру ядра пламени. Для сварки толщин более 10мм рекомендуется применять две горелки, из которых одна используется для подогрева, а вторая для образования сварочной ванны.
Для сварки меди и бронз используют нормальное пламя  , а для сварки латуней
, а для сварки латуней  (с целью уменьшения выгорания цинка).
(с целью уменьшения выгорания цинка).
Раскисление металла сварочной ванны, несмотря на защиту от окружающей среды продуктами сгорания, производится извлечение закиси меди флюсами или введением раскислителей через присадочную проволоку.
Сварочные флюсы для меди содержат соединения бора(борная кислота, борный ангидрид, бура), которые растворяют закись меди, образуя легкоплавкую эвтектику, и выводят ее в шлак. Кроме соединений бора, флюсы могут содержать фосфаты. (Табл.4)
Табл.4. Состав Флюсов для сварки меди и ее сплавов % (по массе) [2]
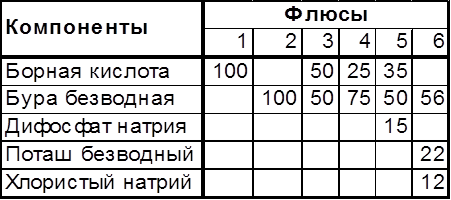
Флюсы наносят на зачищенные и обезжиренные свариваемые кромки по 10-12 мм на сторону. Дополнительно их можно вносить с помощью присадочного металла, на который наносят покрытие из компонентов флюса и жидкого стекла с добавлением древесного угля [10-20%(по массе)].При сварке алюминиевых бронз в состав флюса надо вводить фториды и хлориды, растворяющие Al2O3, который получается при окислении алюминия в составе бронзы.
При сварке Cu толщиной до 3 мм разделку кромок не производят, в качестве присадочной проволоки используют медь М1 или М2, так как медь не успевает существенно окислиться. При больших толщинах применяют присадочную проволоку, легированную раскислителями. При сварке медных сплавов состав присадочной проволоки должен совпадать с составом основного металла. Медь больших толщин сваривают в вертикальном положении. После сварки осуществляют проковку в подогретом состоянии (до 300-400 град.Цельсия) с последующим отжигом. При проковке получается мелкозернистая структура шва и повышаются его пластические свойства.
При правильно выполненной сварке и последующей проковке сварные швы имеют прочность  и угол загиба 120-180°.
и угол загиба 120-180°.
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 591; Нарушение авторских прав?; Мы поможем в написании вашей работы!