КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
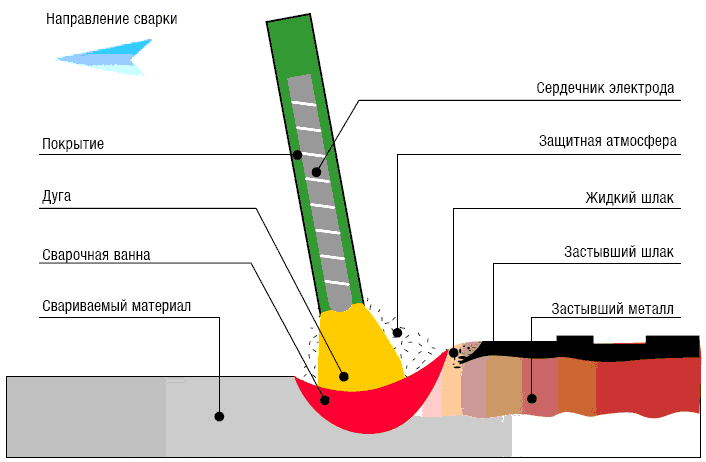
Описание процесса электродуговой сварки
|
|
|
|
Электродуговая сварка – наиболее широко применяемая группа процессов сварочной технологии.
При электродуговой сварке кромки соединяемых деталей расплавляются электрическим дуговым разрядом. Для сварки необходим сильноточный источник питания низкого напряжения, к одному зажиму которого присоединяется свариваемая деталь, а к другому – сварочный электрод. Электрическая дуга представляет собой устойчивый длительный электрический разряд между двумя электродами в ионизированной газовой среде. Дуга состоит из анодной области, катодной области и столба. Главная роль дугового разряда – преобразование электрической энергии в теплоту. Температура дуги на оси газового столба достигает 6000...7500°С, что позволяет расплавить практически все металлы и сплавы. На поверхностях анода и катода температура дуги снижается до 3500 – 4000 0С. Столб дуги окружен пламенем (ореолом). Из-за большого концентрации тепла и высоких температур при сварке тонкого или легкоплавкого металла, а также чувствительных к перегреву высокоуглеродистых, нержавеющих и легированных сталей электрическую дугу питают током обратной полярности. То есть минус источника тока подключают к изделию.
В результате очень высоких температур дуги возникают опасные факторы: интенсивное излучение сварочной дуги в оптическом диапазоне (ультрафиолетовое, видимое, инфракрасное) и интенсивное тепловое (инфракрасное) излучение свариваемых изделий и сварочной ванны.
Интенсивность излучения и его спектральный состав зависят от мощности дуги, применяемых сварочных материалов, защитных и плазмообразующих газов и т.п. При отсутствии защиты возможно поражение органов зрения (электроофтальмия, катаракта и т.п.) и кожных покровов (эритемы, ожоги и т.п.). А интенсивность инфракрасного (теплового) излучения зависит от температуры предварительного подогрева изделий, их габаритов и конструкций, а также от температуры и размеров сварочной ванны. При отсутствии средств индивидуальной защиты воздействие теплового излучения может приводить к нарушениям терморегуляции вплоть до теплового удара. Контакт с нагретым металлом может вызвать ожоги.
Электрическая дуга возникает в результате сильного нагрева торца электрода (катода), который под действием электрического поля начинает испускать свободные электроны (электронная эмиссия). В дуговом промежутке образуются положительно и отрицательно заряженные частицы – ионы. Положительные ионы – это атомы, потерявшие электроны; отрицательные ионы – это частицы, присоединившие электроны. В образовании дуги главную роль играют положительные ионы. Процесс образования ионов называют ионизацией; газ в дуговом промежутке, содержащий ионы, становится ионизированным, а дуговой промежуток – электропроводным.
Длина дуги. При горении дуги на поверхности свариваемого изделия образуется ванна расплавленного металла (сварочная ванна) с углублением – кратером. Расстояние от конца электрода до поверхности сварочной ванны называется длиной дуги. Длина дуги при ручной дуговой сварке металлическим электродом составляет от 2 до 6 мм. Практически можно считать нормальной дугу, длина которой приблизительно равна диаметру электродного стержня. Длинной называется дуга, длина которой более 1-1,5 диаметра электрода.
Сварку обычно выполняют короткой дугой. При сварке длинной дугой происходит сильное разбрызгивание, окисление капель расплавленного металла, что ведет к пористости шва и плохому сплавлению наплавленного и основного металлов. Так же искры, брызги и выбросы расплавленного металла и шлака могут явиться причиной ожогов.
При сварке угольным электродом длина дуги может достигать 15-20 мм. Напряжение дугового разряда связано прямой зависимостью с длиной дуги: чем длиннее дуга, тем выше напряжение разряда. Точная форма этой зависимости определяется условиями разряда – наличием или отсутствием защитной газовой атмосферы, свойствами покрытого электрода, наличием и свойствами флюса и т.д.
Температура дуги зависит от силы тока, приходящейся на единицу площади поперечного сечения электрода, — плотности тока. Чем она больше, тем выше температура дуги. При ручной дуговой сварке плавящимся электродом плотность тока от 10 до 20 А/мм2 и напряжение 18...20 В. Этим способом можно сваривать и наплавлять углеродистые и легированные стали всех марок толщиной от 1 м и выше, чугун и цветные металлы, а также наплавлять твердые сплавы.
В ремонтной практике для сварочных работ используют переменный и постоянный ток. Сварочная дуга на переменном токе малой плотности горит неустойчиво. Чтобы повысить стабильность дуги, увеличивают плотность тока. По этой причине при сварке мелких деталей возрастает опасность их прожигания, однако из-за простоты источников питания сварку на переменном токе применяют достаточно широко. При сварке на постоянном токе дуга горит стабильно. Это позволяет использовать малые токи и сваривать тонкие детали, кроме того, можно изменять полярность тока. Поэтому, несмотря на более сложное и дорогое оборудование источников питания, постоянный ток применяют в практике все шире.
Производительность сварки характеризуют количеством расплавленного электродного металла в единицу времени.
Под действием высокой температуры в зоне сварки молекулы кислорода и азота, попадающие из воздуха, частично распадаются на атомы. Кислород образует оксиды железа и способствует выгоранию ценных легирующих элементов (марганца, кремния и др.), тем самым резко ухудшая свойства наплавленного слоя. Азот образует нитриды, которые увеличивают твердость, снижают пластичность и способствуют образованию коробления и трещин. Водород, попадающий в зону сварки из влаги и ржавчины, способствует образованию пор и трещин. Чтобы уменьшить вредное воздействие этих элементов, место сварки зачищают, а зону сварки защищают нейтральными газами и шлаками. После сварки используются для зачистки швов ручные пневматические инструменты. Они являются источником локальной вибрации, что может привести к развитию вибрационной болезни у сварщика. Выделение сварочного аэрозоля, газов, пыли также является опасным фактором, т. к. наносит вред дыхательной системе рабочих.
Певмоприводы, вентиляторы, плазмотроны, источники питания, ультразвуковые генераторы, электроды могут быть источниками шума и ультразвука, что также негативно сказывается на рабочих.
Сварщик испытывает психологические нагрузки, которые заключаются в необходимости непрерывного наблюдения за зоной сварки, в напряжении зрения, высоких требований к точности движения и перемещения электрода.
Высокие требования к органам зрения связаны с необходимостью тщательного наблюдения за разделкой, сварочной ванной и кристаллизующимся металлом.
Выполнение ручной сварки часто сопровождается повышенным статическим напряжением. Сварку выполняют часто в вынужденной позе, сидя на корточках, лежа на боку и спине и т.д., что вызывает сильное напряжение мышц рук и тела.
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 2200; Нарушение авторских прав?; Мы поможем в написании вашей работы!