КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Билет 5. 1.Сталь 12Х18Н9Т – относится к низкоуглеродистым, высоколегированным сталям
|
|
|
|
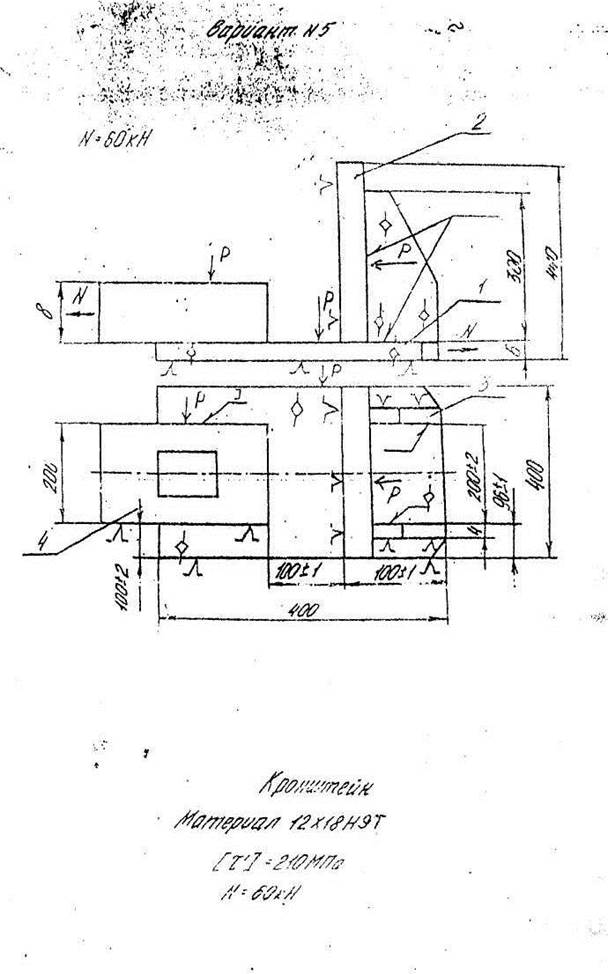
1.Сталь 12Х18Н9Т – относится к низкоуглеродистым, высоколегированным сталям. Обладает хорошей свариваемостью и повышенной коррозионной стойкостью. Не имеет склонности к образованию холодных трещин, в отдельных случаях образуются горячие трещины, но эта сложность легко преодолима. В сварных соединения нет вероятности хрупкого разрушения, т.к. сталь аустенитного класса, напротив имеют место высокая ударная вязкостью пластичность. Сварные соединения этой стали работают в агрессивных средах и в сложном температурном режиме. Технология сварки – покрытым электродом на постоянном токе обратной полярности или полуавтоматическая в среде инертного газа.
2.принимая в расчет несерийность производства и относительно сложную форму изделия, оптимально применить ручную дуговую сварку покрытым электродом марки ЦЛ-11, электродного типа Э48Х19Н9
3.условие прочности сварного шва: N-срезающее усилие, Н (60∙103); β – коэффициент медианы (0,7); k-катет сварного шва,м (5∙10-3)-принят конструктором; L =Lфл+ Lл =(400+200) = 600мм-длина шва, м (0,6)

Условие прочности выполняется. Обозначение шва: ГОСТ 5264 – 80 - Н1 - ∆5 – ω
4.сварочный ток: d – диаметр электрода, мм (4); I – допускаемая плотность тока,(12);

Напряжение на дуге: U = 20 + 0,04Icd =20+0,04∙150 = 26В
Для сварки стали 12Х18Н9Т необходим постоянный ток обратной полярности, что может обеспечить выпрямитель сварочный ВД-301 с номинальным током 300А.
5.нижняя пластина базируется на опорной поверхности, которая определяет 3 точки, 2 точки дает упорная поверхность и 1 точка упорный палец с торца пластины, прижимные усилия создаются винтовыми прижимами. Верхние пластины базируются аналогично, используя как поверхность нижнюю пластину.
6.резка заготовок на гильотинных ножницах, зачистка под сварку, гибка на прессе необходимых форм, последовательная сварка. Контроль – визуальный.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 341; Нарушение авторских прав?; Мы поможем в написании вашей работы!