КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Контрольные карты Шухарта для анализа и для управления процессами по альтернативному признаку
|
|
|
|
СПК качества продукции. Идеальная и реальная оперативная характеристика СПК КП но альтернативному признаку. Программа выборки производителя. Программа выборки потребителя. Подход к организации СПК КП по альтернативному признаку на основе задания нормативного уровня качества.
ПРАВИТЕЛЬСТВО РФ
ГОСУДАРСТВЕННАЯ ДУМА
Государственная Дума состоит из 450 депутатов. Депутаты Государственной Думы избираются от различных политических партий, общественных движений либо как независимые кандидаты сроком на 4 года и работают на профессиональной постоянной основе.
К ведению Государственной Думы относятся:
- дача согласия Президенту РФ на назначение Председателя Правительства страны;
- решение вопроса о доверии Правительству РФ;
- назначение на должность и освобождение от должности Председателя Центрального банка;
- назначение на должность и освобождение от должности Уполномоченного по правам человека;
- объявление амнистии;
- выдвижение обвинения против Президента РФ для отрешения его от должности.
Правительство Российской Федерации в определенных ею пределах возглавляет единую систему исполнительной власти в стране, образуемую федеральными органами исполнительной власти и органами исполнительной власти субъектов РФ.
Правительство состоит из Председателя Правительства, заместителей Председателя правительства и федеральных министров.
Правительство:
- разрабатывает и представляет Государственной Думе федеральный бюджет и отчет об его исполнении;
- обеспечивает проведение единой финансовой, кредитной и денежной политики, а также единой государственной политики в области культуры, науки, образования, здравоохранения, социального обеспечения, экологии;
- управляет федеральной собственностью;
- осуществляет меры по обеспечению обороны страны, государственной безопасности, реализации внешней политики Российской Федерации;
- осуществляет меры по обеспечению законности, прав и свобод граждан, охране собственности и общественного порядка, борьбе с преступностью и пр.
Под статистическим приемочным контролем качества продукции (СПК КП) понимают выборочный контроль, основанный на применении методов математической статистики для проверки соответствия качества продукции установленным требованиям. СПК качества продукции проводят в целях подтверждения или опровержения верности информации поставщика о соответствии качества контролируемых совокупностей продукции установленным требованиям. Без применения методов СПК стоимость приемочного контроля может оказаться достаточно высокой. При массовом производстве контролировать каждое изделие экономически невыгодно.
Основное достоинство выборочного контроля – его экономичность, а именно:
- меньший по численности и, следовательно, менее дорогой штат инспекторов;
- меньший ущерб, причиняемый продукции;
- сокращение времени принятия решения о судьбе партии.
Главные недостатки выборочного контроля: увеличенный риск принятия правильного решения о качестве партии; меньшая информация о качестве партии продукции, чем при сплошном 100 % контроле; выборочный контроль не позволяет получить точных оценок качества всей партии.
В статистическом приемочном контроле качества (СПК) различают приемочный контроль по качественному и количественному признакам.
В оценке выборочных планов важную роль играет кривая рабочей характеристики (оперативная характеристика – Operating Characteristic Curve), которая строится по числовым значениям накопленных вероятностей рассмотренных распределений дискретных случайных величин.
Оперативная характеристика плана выборочного контроля – выраженная уравнением, графиком или таблицей зависимость вероятности приемки партии продукции от величины, характеризующей ее качество, для данного плана выборочного контроля.
Оперативная характеристика допускает не более «c» дефектных изделий в выборке. Вероятность принятия партии будет равна сумме накопленных вероятностей (сумме вероятностей попадания в выборку 0, 1, 2,..., «c» дефектных изделий).
Прежде чем приступить к практическому использованию оперативной характеристики, следует указать некоторые свойства этой кривой. Посмотрим, как будет вести себя оперативная характеристика при сплошном 100 % идеальном контроле качества продукции (рис.1а). При сплошном идеальном контроле имеется точная информация о качестве продукции, поэтому все партии продукции соответствующего качества будут приняты с вероятностью, равной единице. Все партии продукции несоответствующего качества будут отклонены с той же вероятностью, равной единице.
При постоянном объеме выборки n = 100 = const и с увеличением приемочного числа от c = 0 до с = 10 оперативная характеристика будет смещаться вверх (см. рис. 1б). Это указывает на то, что при постоянной доли брака в продукции с ростом приемочного числа при постоянном объеме выборки и вероятность приемки партий продукции возрастает.
При постоянной доле брака и постоянном приемочном числе с увеличением объема выборки вероятность приемки партии уменьшается. Минимальный объем выборки при с = 0. С ростом «c» и «n» оперативная характеристика приближается к идеальной (рис.1а).
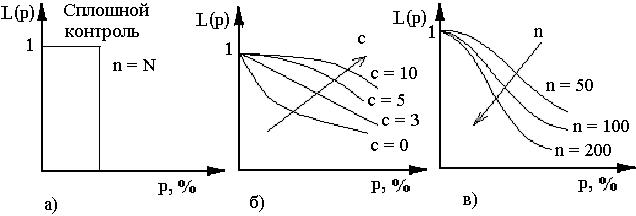
Рис. 1 – Иллюстрация свойств оперативных характеристик: а) – идеальная при сплошном контроле качества продукции; б) – влияние приемочного числа с; в) – влияние объема выборки n.
Имеется несколько подходов к статистическому контролю по качественному признаку, которые различаются заданием требований к качеству самой продукции и к выбираемым планам контроля. Самые распространенные подходы основаны на AQL-концепция (ГОСТ Р 50779.71-99) и NQL-концепция (ГОСТ Р 50779.52–95).
До конца XX века программы выборок производителя и потребителя строились на концепции приемлемого уровня качества AQL. Acceptable Quality Level – AQL определяется как максимальный процент брака (или максимальное число дефектов на 100 изделий), который может считаться приемлемым для процесса в среднем при осуществлении выборочного контроля. Риску производителя a для конкретной программы выборки соответствует определенное число AQL Программы выборки производителя, в которых доля брака не превышает значения AQL, обычно составляют таким образом, чтобы 95 % всех хороших партий продукции (лотов) были приняты. Программы выборки потребителя строятся на предельном качестве (Limiting Quality –LQ) или допустимом проценте брака в лоте (Lot Tolerance Percent Defektire – LTPD).Эти показатели дают потребителю уверенность в каждой отдельной партии. Риску потребителя b для конкретной оперативной кривой соответствует определенное значение LQ или LTPD.
Обратите внимание: контроль по программам выборок производителя (AQL) ориентирован на приемлемый уровень среднего качества всех партий, а контроль по программам выборок потребителя (LQ) ориентирован на предельное качество отдельных партий, которые попадают к конкретному потребителю. Между рисками a и b нет абсолютно никакой связи, это совершенно разные риски, которые могут быть приемлемы для производителя и поставщика.
Приближенный вид оперативных характеристик планов одноступенчатого приемочного контроля с различными приемочными числами при фиксированном риске потребителя b = 10 % и допустимом проценте брака в лоте 5 % при риске поставщика a = 10 % приведен на рис. 2.При риске производителя a = const приемлемый уровень качества AQL принимает значения 1, 2 и 3 процента в зависимости от размера выборки и приемочного числа, определяющих вид оперативной характеристики.
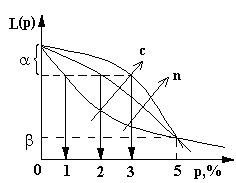
Рис. 2 Иллюстрация зависимости приемлемого уровня качества AQL от вида оперативной характеристики при заданных a, b и LTPD
Подход к организации СПК на основе задания нормативного уровня качества
(NQL-концепция)
Заметим, что АQL-концепция в качестве исходной величины использует приемочный уровень качества (несоответствий) АQL. АQL является характеристикой плана контроля, а не характеристикой самого качества продукции. Получается, что при АQL-подходе нормируется не требование к самому качеству партий продукции, а требование к плану контроля. Это можно считать еще одним недостатком этой концепции.
Исходным здесь является NQL-нормативный уровень качества (несоответствий), который является критерием для определения удовлетворительного качества совокупностей продукции:
если q < NQL, то партия удовлетворительная, если q > NQL, то партия неудовлетворительная.
А далее любая из сторон, проводящая контроль (изготовитель, потребитель или третья сторона), имеет право выбирать план контроля самостоятельно, но при этом соблюдая интересы другой стороны. Эти интересы защищаются установленными рисками потребителя b и поставщика a.
Контроль при этом носит доказательный характер. Изготовитель при своем контроле стремится доказать, что q < NQL. Но, выбирая любой допустимый план статистического контроля, он не должен превысить значение установленного риска потребителя b. Риск b здесь устанавливается потребителем и может увеличиваться им при высокой степени доверия потребителя к поставщику; при этом средний фактический риск потребителя остается небольшим.
Потребитель при своем контроле должен доказать, что q > NQL, чтобы он имел основание для претензий по качеству. Он также может выбирать любой допустимый план контроля, но не превышающий установленного риска поставщика a.
Контроль третьей стороны всегда организуется как доказательство соответствия, либо как доказательство несоответствия продукции требованию к NQL т.е. организуется как контроль поставщика или как контроль потребителя.
Таким образом, требования к статистическому контролю можно строго выразить как требования к оперативным характеристикам выбираемых планов контроля:
1) при контроле поставщика:
вероятность принять продукцию с качеством NQL должна быть не более b, т.е.
Р (принять продукцию/при условии q = NQL) < b, где Р(*/**) – вероятность события * при выполнении условия **. Любой план статистического контроля, удовлетворяющий b, является допустимым, т.е. по существу здесь NQL играет роль браковочного уровня качества.
2) при контроле потребителя:
вероятность принять продукцию с качеством NQL должна быть не менее (1- a), т.е.
Р (принять продукцию/при условии q = NQL)> a.
Любой план статистического контроля, удовлетворяющий этому условию, являются допустимым, т.е. по существу здесь NQL играет роль приемочного уровня качества.
Таким образом, нормативный уровень качества NQL является браковочным уровнем при организации статистического контроля поставщика и приемочным уровнем – при организации контроля потребителя. Оперативные характеристики соответствующих планов контроля поставщика и потребителя приведены на рис.4. Организация статистического контроля на основе NQL считается наиболее перспективной.
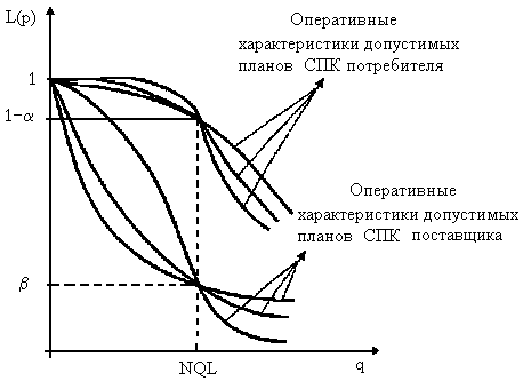
Рис. 4 Оперативные характеристики допустимых планов СПК поставщика и потребителя
- Риск незамеченной разладки процесса.
- Риск излишней настройки процесса.
Риск незамеченной разладки процесса: Это ситуация, когда процесс разлажен, но по выбранным изделиям процесс признается управляемым.
Риск излишней настройки процесса: Это ситуация, когда процесс настроен, но по выбранным изделиям процесс признается нестабильным.
Риск незамеченной разладки процесса: Это ситуация, когда процесс разлажен, но по выбранным изделиям процесс признается управляемым.
Риск излишней настройки процесса: Это ситуация, когда процесс настроен, но по выбранным изделиям процесс признается нестабильным.
Излишнее регулирование процесса.
Если результаты измерений укладываются в ±2s, то не будет статистически оправданным предпринимать какие-либо изменения, требующие локальных воздействий. Частые малые регулировки, «пощипывание» процесса оператором – только увеличивают погрешности.
Альтернативные данные представляют собой наблюдения, фиксирующие наличие или отсутствие некоторых характеристик (или признаков) у каждой единицы рассматриваемой подгруппы. На основе этих данных производится подсчет числа единиц, обладающих или не обладающих данным признаком, или число таких событий в единице продукции, группе или области. Альтернативные данные в общем случае могут быть получены быстро и дешево, для сбора их не требуется специального обучения. КК для данных по альтернативному признаку подразделяют на четыре вида:
р-карта — для контроля доли несоответствующих (дефектных) изделий в выборке;
nр-карта — для контроля числа несоответствующих (дефектных) изделий в выборке заданного объема n;
с- карта — для контроля числа несоответствий (дефектов) в единице продукции;
u-карта — для контроля среднего числа несоответствий (дефектов) в расчете на одно изделие в выборке или на единицу площади, объема, веса и т. п. для нештучной продукции.
Различают два типа перечисленных видов контрольных карт.
1-й тип предполагает, что для контролируемой величины не задано стандартное значение, и его значение определяют экспериментально на этапе предварительного исследования, который проводится в естественных производственных условиях при нормальном ходе ТП. Тогда на этапе предварительного исследования следует получить выборочное среднее значение (для соответствующих карт):
р — средняя доля несоответствующих изделий для выпускаемой продукции (для р и nр-карт);
с — среднее число несоответствий в единице продукции (для с-карт);
u — среднее число несоответствии в расчете на одно изделие в выборке или на единицу площади, объема, веса и т. п. для нештучной продукции (для u-карт).
2-й тип предполагает, что стандартное значение, соответственно р0, с0 или u0 задано как норматив.
| Статистика | Стандартные значения не заданы | Стандартные значения заданы | ||
| Центральная линия | Зσ-е контрольные границы | Центральная линия | Зσ-е контрольные границы | |
| p | 
| 
| p0 | 
|
| пр | 
| 
| np0 | 
|
| c | 
| 
| c 0 | 
|
| u | 
| 
| u0 | 
|
| П р и м е ч а н и е — р0, пр0, с0, и0 — заданные стандартные значения. |
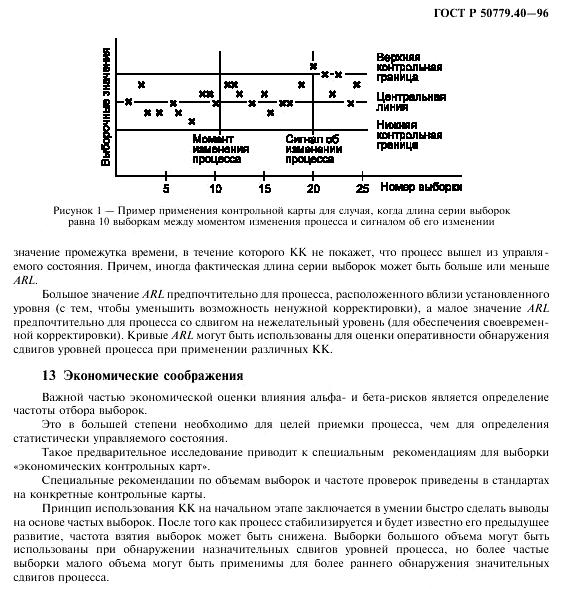
Если очередная нанесенная на КК точка лежит в пределах контрольных границ, считают, что ТП находится в статистически устойчивом состоянии, причем характеристики процесса соответствуют этапу предварительного исследования (для карт первого типа) или соответствуют установленным стандартным значениям для процесса (для карт второго типа). Если очередная точка вышла за верхнюю контрольную границу, считают, что ТП вышел из статистически устойчивого состояния, причем среднее качество существенно снизилось, т. е. средний уровень несоответствий повысился. Следует остановить ТП, определить и устранить особые дестабилизирующие факторы. Если очередная точка вышла за нижнюю контрольную границу, то ТП также вышел из статистически устойчивого состояния, но среднее качество существенно улучшилось. Следует определить особые причины такого улучшения для того, чтобы стабилизировать процесс в этом новом состоянии.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 802; Нарушение авторских прав?; Мы поможем в написании вашей работы!