КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Мета проекту
|
|
|
|
Проект розроблено з метою будіпництва цеху по випуску залізобетонних паль потужністю виробництва 20 тис.m в рік. Підприємство по виготовленню паль буде споруджуватись у м. Львові на території дослідного заводу, і орієнтується на забезпечення потреб західного регіону. Майбутнє підприємство буде розташоване поблизу автомобільних і залізничних шляхів, то полегшить доставку сировинних матеріалів і збут готової продукції. Обладнання та будівництво приміщень планується за власні кошти, вартість будівництва та придбання основних фондів прийняті за середніми ринковими цінами. Проект включає передінвестиційний період: підписання установчих документів, ліцензування продукції, сертифікацію продукції, складання бізнес-плану,
2.Опис галузі і продукції
Залізобетонні вироби та конструкції широко використовуються в промисловому і житловому будівництві, у прокладенні автомобільних і залізничних шляхів, гідротехнічних спорудах. Застосування залізобетонних конструкцій сприяє зниженню собівартості будівництва й значно прискорює йото темпи. В принципі, залізобетонна паля може використовуватися при будівництві абсолютно будь-якого типу будівлі.
Звичайно, є і свої передумови для використання саме цього типу фундаменту:
• Складний рельєф, який можна залишати без зміни.
• Проблемна грунт, в першу чергу, це болотисті місцевості і слабкі грунти, з нерівномірними шарами по щільності і водонасиченню.
• Необхідність будівлі фундаменту в умовах щільної міської забудови, де масштабна виїмка грунту може попросту бути небезпечна для довколишніх будівель.
Існує багато різних видів конструкцій паль: забивних, набивних та змішаного типу.
У практиці будівництва найчастіше використовують забивні залізобетонні палі квадратного перерізу, оскільки вони використовуються в усіх галузях будівництва і в будь-яких ґрунтах, де тільки вони можуть заглиблюватися (рис. 18.6, а).
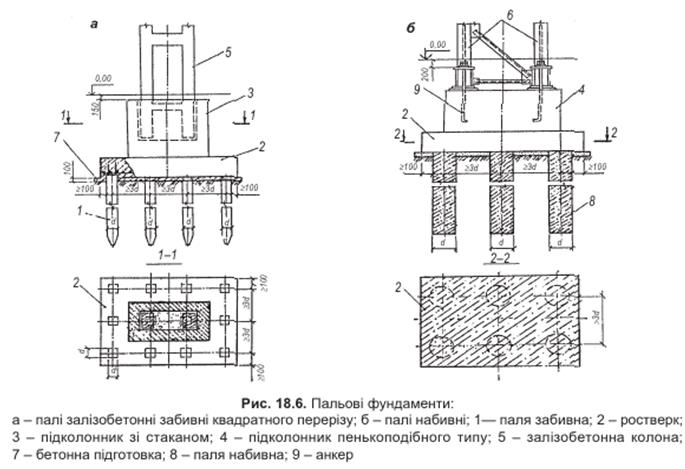
Палі виготовляють зі звичайного або попередньо-напруженого залізобетону перерізом від 200х200 до 400х400 мм (з градацією 50 мм), завдовжки від 3 до 20 м.
Перевагою використання залізобетонних паль є технологічність вкладання, стійкість до агресивної дії навколишнього середовища та екологічиість використання
По даному проекту заплановане виробництво залізобетонних пальз використанням конвеєрного способу виробництва.
3.Технологічна схема і опис виробничих процесів
Виробництво збірних залізобетонних виробів базується на використанні потокових технологічних ліній різних типів, які різняться ступенем спеціалізації та безперервності процесів, способом і характером переміщення предметів праці, рівнем механізації та автоматизації. Залежно від взаємного розміщення у просторі засобів праці (технологічного обладнання'), предметів праці (форм, матеріалів, напівфабрикатів та робітників) можливі два варіанти організації виробництва на заводах залізобетонних виробів і конструкцій: технологічне обладнання та робітники не переміщуються, а форми з виробами переміщуються; форми нерухомі, переміщуються обладнання та робітники.
До першого варіанта процесу належать агрегатне та конвеєрне виробництво, до другого - стендове та касетно-стендове. При агрегатному способі всі частини процесу здійснюються на спеціалізованих постах, обладнаних машинами для виконання відповідної роботи. Форми з виробами для виконання всіх стадій обробки послідовно переміщуються від поста до поста. Формують вироби на спеціально обладнаних установках - агрегатах, що складаються з формоукладача, бетоноукладача, віброплощадки чи центрифуги.
Незалежно від засобу виготовлення, номенклатури продукції та технологічної схеми виробництва, процес виробництва збірних залізобетонних виробів та конструкцій включає такі головні операції - підготовку форм або формуючої стрічки (установка форми, очищення, змазка внутрішньої поверхні форм або формуючої стрічки); виготовлення арматурних стінок, каркасів, закладних виробів і їх встановлення у форму (в разі використання попередньо напруженої арматури виконується натягування арматури); виготовлення бетонної суміші; її укладка і ущільнення у формах; технологічна обробка відформованих виробів; розпалубка вироблених виробів; опорядження виробів; контроль якості виробів; транспортування виробів на склад; їх зберігання і відправлення на будівництво..
В даному випадку розглядається конвеєрний спосіб виробництва. Конвеєрний спосіб виробництва — це замкнене технологічне кільце, в якому форми переміщуються послідовно від одного спеціалізованого технологічного поста до іншого із заданою швидкістю. Переміщення може бути пульсуючим або безперервним. За кожним постом закріплюють обладнання і ланку робітників для виконання відповідної роботи. Головною умовою ефективного здійснення конвеєрного виробництва с однакові витрати часу для виконання робіт на кожному посту; після закінчення цього часу форми переміщують до іншого робочого поста. Цей період часу зветься ритмом конвеєра. Залежно від виду руху розрізняють конвеєри безперервної дії (пластинчасті, ланцюгові) та крокової дії (візкові).
Найпоширенішими є прийняті по даній технології візкові конвеєри крокової дії. Вироби на них виготовляють на пересувних піддонах, які утворюють безперервну конвеєрну лінію з б—15 прольотів. Число постів конвеєра залежить від виду виробів та ступеня їхнього опорядження. Ритм роботи конвеєра становить 15...ЗО хв, після чого всі піддони-візки одночасно переміщуються на довжину одного поста (один крок). Камери теплової обробки є частиною замкненого конвеєрного кільця. Коли відформований виріб потрапляє до камери теплової обробки, одночасно з камери виштовхується піддон-візок з виробом, що пройшов теплову обробку.
В роботі прийняті конвеєрні лінії з щілинними підземними тепловими камерами. На верхній частині вертикально замкненого конвеєра виконують розпалублення виробів, готують форми до бетонування, армують та формують вироби. Нижню гілку використовують для теплової обробки. Передають форми з однієї гілки на іншу механізмами піднімання та опускання форм.
На конвеєрних лініях виготовляють майже 40 % загального обсягу виробництва збірного залізобетону для промислового та цивільного будівництва: зовнішні й внутрішні стінові панелі, плити перекриттів та покриттів, колони та ригелі промислових будівель. Найбільший ефект досягається при масовому виготовленні на лінії виробів обмеженої номенклатури з мінімальним числом типорозмірів. Недоліком конвеєрних технологічних ліній є висока металомісткість.
До особливостей виробництва паль відноситься застосування спеціальних механізмів завивки арматури та вимоги до рухомості бетонної суміші та розміру фракцій заповнювача.
Цемент повинен задовольняти вимоги ДСТУ Б В.2.7-46:2010 доставляється автомобільним транспортом. Щебінь гранітний з найбільшим розміром зерен 10-20, 20-40, 40-80 мм, Доставляють на виробництво залізничним транспортом. Пісок кварцовий Доставляють залізничним транспортом. Вимоги до води регламентовані ДСТУ Б В.2.7-273:201.
Тепловолога обробка буде здійснюватися способом пропарювання в камерах. Ізотермічне прогрівання виробів виконують при температурі 90...95°С. Тривалість циклів нагріву регулюється рухом конвеєра і складає: 9,0гол (2,5 +4,5 +2,0) год.
Вироби належить зберігати відповідно до вимог ДСТУ Б.В.2.6-2 та ДСТУ Б В.2.6-143:2010. Зберігання готових виробів передбачають у штабелях розсортованими за видами та марками.
4.Організаційний план та розрахунок виробничих витрат
Підприємство розраховане на виробництво паль на протязі 12 місяців у році, що відбувається в 1 зміну на 2-х виробничих лініях. Враховуючи технологічні потреби, необхідно розрахувати витрати на будівництво основних і допоміжних приміщень, кількість робітників та обслуговуючого персоналу та їх заробітну плату, амортизаційні відрахування, витрати на сировину та матеріали. Відповідно до визначених витрат розраховується кошторис виробництва та собівартість продукції.
4.1.Розрахунок затрат на будівництво цеху
4.1.1 Розрахунок вартості будівельно-монтажних робіт.
Табл.1
| Назва цеху | Параметри, м | Будів. Об’єм цеху | Вартість м3 буд. грн | Вартість буд-мон. роб, грн. | ||
| L | D | H | ||||
| Формувальний | 10,8 |
4.1.2 Розрахунок затрат на придбання і монтаж технологічного обладнання
Табл.2
| Назва обладнання | Марка | Кількість одиниць | Вартість одиниці | Загальна вартість |
| Силос для цементу | 75 м3 | |||
| Обладнання для БЗЦ | смж | |||
| Обладнання для арм. цеху | ||||
| Бетонороздавач | Смж12 | |||
| Бетоновкладальник | Смж162А | |||
| Вібровкладальник | Смж200Б | |||
| Форми для паль | Опалуб. | |||
| Підйомник-опускач | Смж254у | |||
| Камера пропарювання | ||||
| Механізм чищення форм | Смж18А | |||
| Машина змазування форм | Смж27 | |||
| Передавальний візок | вселуг | |||
| Всього |
4.1.3. Розрахунок інших капітальних витрат
Табл..3
| Вартість буд-монт. робіт, грн. | Загальна вартість обладнання, грн. | Вартість інших капітальних затрат, грн. |
4.1.4. Розрахунок вартості будівництва цеху
Табл.. 4
| Назва об’єкту | Вартість буд-монт. робіт, грн | Загальна вартість обладнання, грн. | Вартість інших капітальних затрат, грн. | Загальна сума, грн. |
| Цех |
4.2 Розрахунок виробничої програми
Табл. 5
| Назва виробу | Одиниці виміру | Випуск продукції в натур. одиницях | Ціна продукції | Загальна вартість річного випуску, грн. | |||
| Година | Зміна | Доба | Рік | ||||
| Палі з/б | m | 9,88 | 79,05 | 79,05 | 2346,98 | ||
| шт.. | 3,7 | 6524,83 |
4.3.1. Розрахунок чисельного складу промислово-виробничого персоналу і фонду оплати праці
Табл.6
| № п/п | Показники | Розрахунок |
| Календарні дні | ||
| Вихідні і неробочі дні: | ||
| Святкові | ||
| Вихідні | ||
| Число робочих днів номінального робочого часу | ||
| Невиходи на роботу: | 27,4 | |
| Хвороби | ||
| Декретні відпустки | 0,5 | |
| Виконання державного обов’язку | 0,9 | |
| Середнє число днів роботи одного робітника (фонд корисного робочого часу) | 225,6 | |
| Середня тривалість робочого дня | ||
| Середнє число годин роботи одного працівника | 1804,8 | |
| Коефіцієнт переходу від явного складу до спискового | 1,12 |
4.3.2. Розрахунок чисельності основних і допоміжних робітників
Табл. 7а
| Професія | Розряд | Кількість робітників | Загальне число робітників |
| І зміна | І зміна | ||
| Бригадир | VI | ||
| Формувальник | V | ||
| IV | |||
| III | |||
| Різноробочий | ІІ | ||
| Всього |
Робітники по обслуговуванню обладнання Табл.7б
| Професія | Розряд | Кількість робітників | Загальне число робітників | |
| І зміна | ІІ зміна | |||
| Кранівник | V | |||
| Моторист сам. віз | ІV | |||
| Оператор сам. бунк. | IІІ | |||
| Оператор бетонок. | III | |||
| Всього |
Допоміжні робітники Табл.7в
| Професія | Розряд | Кількість робітників | Загальне число робітників | |
| І зміна | ІІ зміна | |||
| Слюсар по ремонту обл.. | ІV | |||
| Слюсар-сантехнік | ІV | |||
| Електрик | IV | |||
| Маркувальник | III | |||
| Всього |
Розрахунок чисельності адмінуправлінського персоналу Табл.7г
| Професія | Кількість робітників |
| Начальник цеху | |
| Технолог | |
| Контролер ВТК | |
| Механік | |
| Всього |
4.3.3 Розрахунок фонду оплати праці промислово виробничого персоналу
4.3.3.1 Розрахунок основної зарплати працівників
Табл. 8а
| Професія, розряд | Кількість робітників | Річний баланс робочого часу | Годинна ставка, грн. | Загальна сума заробітної плати, грн |
| Бригадир VI | 1804,8 | 16,80 | 30320,64 | |
| Формувальник V | 1804,8 | 14,94 | 15160,32 | |
| Формувальник ІV | 1804,8 | 13,02 | 140990,98 | |
| Формувальник ІІІ | 1804,8 | 11,76 | 127346,69 | |
| Різноробочий ІІ | 1804,8 | 10,7 | 38622,72 | |
| Всього | 552990,73 |
4.3.3.2 Розрахунок зарплати робітників по обслуговуванню обладнання
Табл.. 8б
| Професія, розряд | Кількість робітників | Річний баланс робочого часу | Годинна ставка, грн. | Загальна сума заробітної плати, грн |
| Кранівник V | 1804,8 | 14,94 | 26963,71 | |
| Моторист сам. віз. ІV | 1804,8 | 13,02 | 23498,49 | |
| Оператор сам. бунк. ІІІ | 1804,8 | 11,76 | 21224,44 | |
| Оператор бетонок.. ІІІ | 1804,8 | 11,76 | 421224,44 | |
| Всього | 92911,10 |
4.3.3.3. Розрахунок основної заробітної плати допоміжних працівників
Табл.. 8в
| Професія, розряд | Кількість робітників | Річний баланс робочого часу | Годинна ставка, грн. | Загальна сума заробітної плати, грн |
| Слюсар по ремонту обл.. | 1804,8 | 10,5 | 18950,4 | |
| Слюсар-сантехнік | 1804,8 | 10,5 | 18950,4 | |
| Електрик | 1804,8 | 11,6 | 20935,68 | |
| Маркувальник | 1804,8 | 8,4 | 15160,32 | |
| Всього | 73996,8 |
4.3.3.4. Розрахунок основної плати адмінуправлінського персоналу
Табл..8г
| Професія, розряд | Кількість робітників | Місячний оклад, грн. | Кількість місяців | Загальна сума заробітної плати, грн |
| Начальник цеху | 45600,00 | |||
| Технолог | ||||
| Контролер ВТК | ||||
| Механік | ||||
| Всього |
4.3.3.5 Розрахунок річного фонду оплати праці промислово-виробничого персоналу
Табл..9
| Категорія працюючих | Пряма заробітна плата, грн.. | Додаткова заробітна плата, грн.. | Премія, грн. | Сума заробітної плати, грн |
| Робітники відрядник | 552990,73 | 55299,07 | 243315,92 | 851605,72 |
| Робітники по обслуговуванню обладнання | 92911,10 | 9291,11 | 40880,884 | 143083,094 |
| Допоміжні робітники | 73996,8 | 7399,68 | 32558,592 | 113955,072 |
| Адмінуправлінський персонал | 14520,0 | |||
| Всього | 1332251,886 |
Визначення собівартості виготовленої продукції
4.4.1. Розрахунок затрат на сировину і матеріали
Табл.. 10
| Назва матеріалу | Одиниці виміру | Марка, клас | Витрати на одиницю виробу | Витрати на річну програму | Вартість одиниці матеріалу, грн.. | Загальна сума, грн.. |
| Бетон | m | В25 | 2,78 | 1410,75 | ||
| Арматура | т | АІ АІІІ | 0,065 0,084 | 467,63 604,3 | ||
| Всього |
4.4.2 Розрахунок затрат на технологічні потреби і електроенергію
Табл. 11
| Назва витрат | Одиниці виміру | Витрата на 1 м3 | Витрата на виробничу програму | Вартість одиниці, грн.. | Загальна вартість, грн. |
| Пара | Т | 0,22 | 150,44 | ||
| Електроенергія | кВт | 0,28 | 0,7437 | 4164,72 | |
| 666100,72 |
4.4.3. Розрахунок затрат на експлуатацію обладнання
4.4.3.1 Розрахунок амортизаційних нарахувань.
Табл..12
| Назва обладнання | Кількість одиниць | Вартість одиниці | Загальна вартість | Амортизаційні нарахування | |
| Термін. Р. | Вартість, грн.. | ||||
| Силос для цементу | 6110,67 | ||||
| Обладнання для БЗЦ | 7,8 | 11269,23 | |||
| Обладнання для арм. цеху | 6,2 | 1870,97 | |||
| Бетонороздавач | |||||
| Бетоновкладальник | |||||
| Вібровкладальник | |||||
| Форми для паль | |||||
| Підйомник-опускач | |||||
| Камера пропарювання | 16533,34 | ||||
| Механізм чищення форм | |||||
| Машина змазування форм | |||||
| Передавальний візок | 1266,67 | ||||
| Всього | 176362,88 |
4.4.3.2 Розрахунок затрат на утримання та експлуатацію обладнання
Табл.. 13
| Найменування статей затрат | Річна сума, грн.. |
| Заробітна плата допоміжних робітників по обслуговуванню обладнання | 73996,8 |
| Відрахування у фонд соціального страхування на випадок тимчасової втрати праці | 2145,90 |
| Страхування від нещасних випадків | 1938,71 |
| Відрахування в пенсійний фонд | 23678,97 |
| Страхування у випадку безробіття | 1405,93 |
| Амортизаційні відрахування по обладнанню | 176362,88 |
| Поточний ремонт обладнання | |
| Витрати на силову електроенергію | 4164,72 |
| Витрати на утримання внутрішньо цехового обладнання | 25083,6 |
| Вартість відшкодування малоцінних інструментів | 2969,8 |
| Всього | 353553,31 |
| Інші невраховані витрати | 35355,33 |
| Всього витрати на утримання і експлуатацію обладнання | 388908,641 |
|
|
|
|
|
Дата добавления: 2015-05-22; Просмотров: 368; Нарушение авторских прав?; Мы поможем в написании вашей работы!