КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методы контроля
|
|
|
|
Метрология
Качество продукции – совокупность свойств продукции, обуславливающих
её пригодность удовлетворять определённые потребности в соответствии с её назначением (ГОСТ 15467-79). Из этого определения следует, что не все свойства изделия входят в понятие качества, а только те, которые
определяются потребностью общества в соответствии с назначением этого изделия.[9]
Систематическая оценка качества продукции необходима для проведения мер по его повышению, для аттестации качества или снятия продукции с производства. Относительную характеристику качества продукции, основанную на сравнении значений показателей качества оцениваемой продукции с базовыми значениями соответствующих показателей, называют уровнем качества продукции (ГОСТ 15467-79). За базовые показатели принимают показатели качества эталонного образца или нескольких образцов лучших отечественных или зарубежных изделий. Изделия, выбранные как эталонные, должны иметь наивысший уровень качества из числа всей совокупности аналогичных изделий в нашей стране и за рубежом. Необходимо обеспечивать соответствие качества
серийно изготовляемой продукции качеству эталонного образца. Для оценки уровня качества продукции в машиностроении применяют дифференциальный и комплексный методы.
Дифференциальный метод оценки уровня качества заключается в раздельном сопоставлении единичных показателей качества рассматриваемого изделия с аналогичными базовыми показателями. Для этого определяют относительные показатели качества по формулам,где Рi - единичный показатель рассматриваемого изделия; Рi(- единичный
базовый показатель.
Формулу (1.2.) применяют для показателей, увеличение которых
свидетельствует об улучшении качества изделия (производительности, ресурса, точности); формулу (1.3.) – для показателей, уменьшение которых указывает на улучшение качества (себестоимость, материалоёмкость, расход горючего).
Если вычисленные по формулам (1.2.) и (1.3.) относительные показатели
больше или равны единице, это означает, что уровень качества
рассматриваемого изделия превышает или соответствует уровню качества эталона. Если часть показателей меньше единицы, применяют комплексный метод оценки уровня качества продукции (Табл1).
Пример (для цилиндрических резьб).
| • температура окружающей среды, °С | +5... +40 |
| • относительная влажность воздуха, не более 95 % при температуре до 30 °С | |
| • атмосферное давление, кПа (мм рт.ст.) | 84-106,7(630-800) |
| • питание прибора «Корунд» (с преобразователем ~220В/=12В), | |
| напряжение переменного тока | (220 ± 22) В, частотой (50 ± 0,5) Гц |
Табл 1.Условия соблюдения проверки.
Точность резьбы можно контролировать дифференцированным (контроль каждого параметра в отдельности) и комплексным (контроль расположения контура резьбы в предписанном поле допуска) методами. Метод контроля каждого параметра резьбы в отдельности трудоёмок, поэтому его применяют для точных резьб: ходовых винтов, резьбовых калибров, метчиков и т. п. Иногда по результатам контроля отдельных параметров судят о комплексном параметре, например о приведённом среднем диаметре резьбы. Комплексный контроль резьб выполняют либо с помощью предельных калибров, либо с помощью проекторов и шаблонов с предельными контурами.
Проведение поверки коммутаторов стандарта GSM (MSC) и/или IN -платформ АСР осуществляется в соответствии со схемой организации поверки(рис.4).
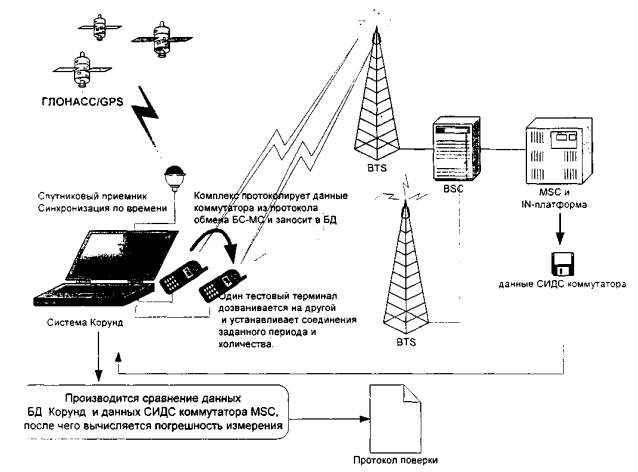
Рис 4.Схема организации поверки коммутаторов стандарта GSM (MSC)
Стандарт ISO 9241-420:2011 "Эргономика взаимодействия человек-система - Часть 420: Выбор физических устройств ввода" содержит руководящие принципы по поводу выбора устройств ввода, используемых при работе с интерактивными системами.[10]
|
|
|
|
|
Дата добавления: 2015-05-08; Просмотров: 692; Нарушение авторских прав?; Мы поможем в написании вашей работы!