КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Готовления дисков и фланцев
|
|
|
|
К деталям класса "диски" относятся детали, образованные наружными и внутренними поверхностями вращения, имеющими одну общую прямолинейную ось при отношении длины цилиндрической части к наружному диаметру менее 0,5. Например: шкивы, фланцы, крышки подшипников, кольца, поршни гидро- и пневмоприводов и т.п. Технологические задачи - аналогичные классу втулок: достижение концентричности внутренних и наружных цилиндрических поверхностей и перпендикулярность торцов к оси детали.
Основные схемы базирования. Технологические базы - центральное отверстие и обработанный торец, причем короткое отверстие является двойной опорной базой, а торец - установочной.
Обработку шкивов средних размеров (d = 200...400 мм) производят на токарных, в крупносерийном производстве - на револьверных станках. Крупные шкивы и маховики - на токарных карусельных станках. При обработке на карусельных станках установку на первой операции выполняют по ступице, в которой обрабатывается центральное отверстие и прилегающие к ней торцы. Обод обрабатывают при установке шкива на центрирующий палец по обработанному отверстию и торцу.
005 Заготовительная.
В большинстве случаев - лить заготовку, ковать или штамповать. Мелкие шкивы - из прутка.
010 Токарная.
Растачивание отверстия с припуском под последующую обработку и подрезка торца. Технологическая база - черная поверхность обода или ступицы. Выполняется в зависимости от маршрутов и типа производства на токарном, револьверном или карусельном станке.
015 Токарная
Подрезать второй торец. Технологическая база - обработанные отверстия и торец.
020 Протяжная
Протянуть цилиндрическое отверстие. Технологическая база - отверстие и торец. Станок - вертикально-протяжной.
025 Протяжная или долбежная.
Протянуть или долбить шпоночный паз. Технологическая база - отверстие и торец. Станок - вертикально-протяжной или долбежный.
030 Токарная (черновая).
Точить наружный диаметр и торцы обода, точить клиновидные канавки. Технологическая база - отверстие. Станок токарный или многорезцовый токарный.
035 Токарная (чистовая).
Точить наружный диаметр и канавки. При криволинейной образующей на токарно-копировальном станке или токарном станке по копиру.
040 Сверлильная.
Сверлить отверстия и нарезать резьбу (если требуется по чертежу). Технологическая база - торец. Станок - сверлильный.
045 Балансировочная.
Балансировка и высверливание отверстий для устранения дисбаланса. Технологическая база - отверстие. Станок - балансировочный.
050 Шлифовальная.
Шлифование ступиц (если требуется по чертежу). Технологическая база - отверстие. Станок -круглошлифовальный.
055 Контрольная.
060 Нанесение антикоррозионного покрытия.
Основным служебным назначением фланцев является ограничение осевого перемещения вала, установленного на подшипниках. Отсюда следует, что основными конструкторскими базами фланца будут поверхности центрирующего пояска по размеру отверстия в корпусе и торцы. Поскольку в качестве технологических баз при обработке заготовки целесообразно выбирать основные базы детали, то исходя из этого. следует, что на первых операциях обрабатывают основные базы. В связи с этим на первой операции в качестве технологических баз используют наружную цилиндрическую поверхность и торец большого фланца, а на последующих - посадочную поверхность цилиндрического пояска и его торец. На этих же базах обрабатывают крепежные отверстия и лыски. если они заданы чертежом.
005 Заготовительная.
В зависимости от типа производства и материала - лить, ковать, штамповать заготовку или отрезать из проката.
010 Токарная.
Подрезать торец большого фланца и торец центрирующего пояска, точить наружную цилиндрическую поверхность пояска с припуском под шлифование, точить канавку и фаски. Технологическая база- наружная поверхность и торец фланца. Станок токарный, многошпиндельный токарный полуавтомат, токарный с ЧПУ.
015 Токарная.
Подрезать второй торец большого фланца, точить его наружную поверхность и фаску. Технологическая база - поверхность центрирующего пояска и его торец.
020 Сверлильная.
Сверлить и зенковать отверстия. Технологическая база - та же. Станок вертикально-сверлильный, сверлильный с ЧПУ, агрегатно-сверлильный с многошпиндельной головкой.
025 Фрезерная.
Фрезеровать фланец с лысками. Технологическая база - та же плюс крепежное отверстие. Станок -вертикально-фрезерный.
030 Шлифовальная.
Шлифовать наружную поверхность центрирующего пояска и торец.
Технологическая база - наружная поверхность большого фланца и торец. Станок - универсально-шлифовальный или торцекруглошлифовальный.
035 Контрольная.
Ниже приведено описание операций с указанием основных средств технологического оснащения для изготовления втулки с фланцем (рисунок 1. 48): материал - сталь 45; заготовка штамповка с отверстием.
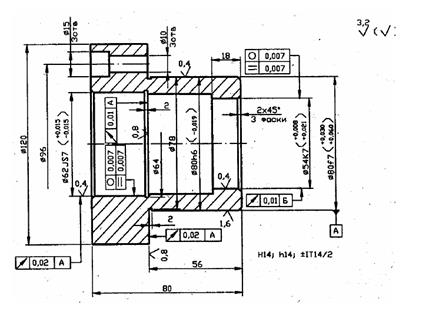
Рисунок 1.48. Втулка с фланцем.
005 Токарная.
Обработать отверстия с диаметрами 621s7. 58. 54К7; наружную поверхность диаметром 120 мм; проточки диаметром 64 х 2 и 78 х 2 мм; две фаски и торец диаметром 120 мм окончательно, торец диаметром 120 х 80 мм с припуском на шлифование. Станок: токарный 16К20Т с ЧПУ.
Приспособление: самоцентрирующийся трехкулачковый патрон с пневмоприводом. Базирование: по поверхности диаметром 80 мм и по торцу. Режущие инструменты: контурный расточной и прорезной резцы, оснащенные пластинками твердого сплава Т14К8; зенкеры диаметрами 53.8 и 61,8 мм; развертки диаметрами 53.93; 54; 61.93 и 62 мм. Измерительный инструмент: индикаторный нутромер с диапазоном измерения 50...75 мм и ценой деления 0.001 или 0.01 мм; штангенциркуль ШЦ1 с диапазоном измерения 150 мм и ценой деления нониуса 0.1 мм; калибры пробки 54К7 и 62187.
010 Токарная.
Точить поверхности диаметром 80Г7 и 80Г6 с припуском на шлифование, торец и фаску окончательно на токарном гидрокопировальном полуавтомате 1Н713. Приспособления: оправка и поводковый патрон. Базирование: по отверстиям диаметрами 612S7, 54К7 и по торцу. Режущий инструмент: резцы, оснащенные пластинами твердого сплава Т14К8. Измерительный инструмент: штангенциркуль ШЦ1 с диапазоном измерения 0...150 мм и ценой деления нониуса 0,1 мм.
015 Сверлильная.
Сверлить три отверстия диаметром 10x14 мм на вертикально-сверлильном станке 2Н118. Приспособления: переналаживаемый кондуктор с пневмоприводом. Базирование: по отверстию диаметром 54К7 и по торцу. Режущий инструмент: комбинированное сверло диаметром 10 х 13 мм.
020 Шлифовальная.
Операция: шлифовать поверхности диаметром 80f7. 80h6 и торец диаметром 120 х 80 мм окончательно на круглошлифовальном станке ЗК12. Приспособление: оправка и поводковое устройство. Базирование: по отверстиям диаметром 61257 и 54К7. Измерительный инструмент: рычажная скоба с диапазоном измерения 75... 100 мм и ценой деления шкалы 0.002 мм: калибры - скобы 80f7, 8Oh6.
В приведенном примере не указаны некоторые режущие и измерительные инструменты, а также наладки, используемые при изготовлении всех деталей группы.
|
|
|
|
|
Дата добавления: 2015-05-29; Просмотров: 1631; Нарушение авторских прав?; Мы поможем в написании вашей работы!