КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Уровни управления в системах автоматизации
|
|
|
|
I. Технологический – управление отдельными машинами, станками, роботами, транспортом, др. локальными объектами:
а) поведение этих агрегатов задается извне программами или оператором;
б) характерно взаимодействие со средой, т.е. необходимость адаптации к изменениям нагрузки и параметров, неоднородность материала, износ и т.д.;
в) критерии функционирования технологические:
– точность обработки, точность поддержания технологических параметров и режимов;
– интегральные критерии качества продукции.
II. Уровень участка:
вход – плановое задание,
выход – распределение работы между агрегатами 1-го уровня.
III. Цеховой:
основное – подготовка производства (проектирование изделий и процессов, технической оснастки, УП для локальных объектов).
Здесь главное – экономические критерии качества управления.
IV. Заводской:
связи с поставщиками, конъюнктура рынка, прогноз номенклатуры изделий и спроса.
Главное – тоже экономические критерии качества управления.
V. Уровень корпорации.
VI. Уровень страны.
3.6. Тенденции в построении производственных
систем
1. Более рациональная организация рабочей среды.
2. Адаптация ТП к рабочей среде – применение более совершенных АСУТП.
1-е направление – автоматизация получения знаний о технологии, т.е. прогнозирование, исследование, проектирование, подготовка производства, испытание продукта. Благодаря этому:
а) уменьшается трудоемкость;
б) сокращается время подготовки производства;
в) выше гибкость, живучесть.
Это системы САD (Computer Aided Design) (по отечественной терминологии САПР).
2-е направление – автоматизация самой технологии: системы САМ (Computer Aided Manufacturing) (АСУТП).
Объединение обоих направлений дает системы САD/САМ (САПР/АСУТП), когда широко используется вычислительная техника для решения вычислительных задач в машинном масштабе времени и для решения задач управления в реальном масштабе времени. Это прежде всего такие задачи:
1) техническое проектирование:
– графическое представление информации;
– машинный анализ;
– создание управляющих программ для изготовления;
– создание, отображение, анализ, запоминание, манипуляция всевозможной графической информацией;
2) перестраиваемость под конкретного пользователя благодаря модульному принципу построения;
3) многотерминальный доступ;
4) одновременное управление системами ЧПУ;
5) возможность расширения (надстройки).
В данном пособии рассматривается только 1-й – технологический – уровень управления. Именно здесь происходит измерение, обработка информации с датчиков, многократное преобразование информации, локальное управление отдельными подсистемами.
Потоки информации для верхних уровней уже упорядочены в пакеты и передаются по стандартным сетям по мере запроса.
Потоки информации для 1-го уровня с верхних уровней нередко носят характер уставок, заданий, коррекций. Если хорошо освоен 1-й уровень управления (технологические процессы, аппаратная база систем управления, алгоритмы управления), то только после этого можно переходить к следующему уровню.
Для начала рассмотрим, как и в какой форме потоки информации передаются в СЧПУ (рис. 3.4). Первоначально информация представлена в буквенных и десятичных кодах чертежа. Данная информация вводится оператором в память СЧПУ через клавиатуру какого-либо устройства программирования по определенным правилам специализированного языка ввода программ (ISO-7bit, Ярус 2, АРТ, Микрон и др.) для задания режимов работы программируемого устройства.
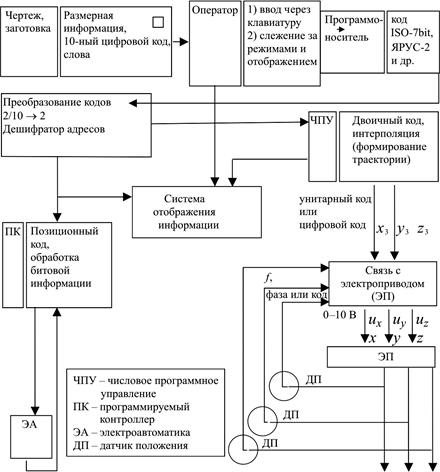
Рис. 3.4. Информация в СЧПУ
Далее информация преобразуется (транслируется) в машинную форму, понятную СЧПУ (двоичные, дискретные, позиционные коды), для последующей обработки программы по определенным заранее алгоритмам. Выходной код СЧПУ для управления электроприводами – аналоговый код задания скорости следует на замкнутую САР скорости. С датчиков положения ДП информация поступает в СЧПУ для организации цифрового или фазоимпульсного регулятора положения.
Дискретные выходы программируемого контроллера ПК следуют на электроавтоматику. С последней сигналы обратной связи об отработке заданий и состоянии дискретных элементов поступают в ПК.
Ход ввода, отработки программы, индикация перемещений, состояние электроавтоматики и другая информация отображаются на дисплее для оператора.
Таким образом, наблюдаем многократное преобразование информации.
3.7. Фазы информационных преобразований
для станка с СЧПУ
1. Подготовительные расчеты в машинном масштабе времени:
ввод задания на проектирование, проектирование детали и изготовление детали, подготовка управляющей программы, возможность ручного редактирования и коррекции в режиме диалога и техники меню, хранение архива деталей и программ их изготовления.
2. Вычисления в реальном масштабе времени:
интерполяционные задачи, расчет разгона и торможения, стыковка кадров УП, нескольких программных модулей, анализ рабочего пространства, коррекция режимов работы, анализ и логическая обработка дискретных сигналов, визуализация оперативной информации (вычисления, как правило, требуют точных расчетов, повторяющихся с высокой частотой).
3. Управление конкретными механизмами:
реализация регулятора положения, частичной инвариантности по управлению следящего электропривода, коррекция систематических погрешностей винтовых пар и других передаточных механизмов, прием сигналов с электроавтоматики и выдача дискретных сигналов управления.
3.8. Стандартизация и унификация средств
автоматизации
Данная проблема постоянно имеет место в жизни. К примеру, имеется до 2000 физических величин, которые необходимо измерять. С учетом разных методов измерений, диапазонов значений, требований точности и быстродействия при измерениях, условий эксплуатации может быть выделено несколько десятков тысяч модификаций датчиков. Практически существует ограниченная номенклатура унифицированных датчиков, подчиняющихся параметрическому ряду и обеспечивающих информационную, энергетическую, конструктивную, метрологическую, эксплуатационную совместимость с другими узлами АСУТП.
Вопросами регистрации и стандартизации занимается Государственная служба промышленных приборов и средств автоматизации (служба Госстандарта). Сведения о датчиках и приборах приводятся в номенклатурных справочниках, каталогах ЦНИИТЭИ приборостроения, Инфорэлектро, ЦНТИ, справочниках издательств «Энергия», «Радио и связь», «Госстандарт», «Приборы и средства управления».
В частности, по ГОСТ 26642-85 допускается для аналоговых входов / выходов уровень нормированных сигналов:
0…±5 В, 0…±10 В; для дискретных (цифровых) входов: 5, 10, 24, 48 В постоянного тока, 48, 110, 220 В переменного тока; для дискретных выходов: 5 В, 24 В (0,2 А, 2 А, 5 А) постоянного тока; 110 В (2 А) переменного тока.
С другой стороны унифицированные сигналы датчиков могут быть: 0–5 мА, 0–20 мА, 4–20 мА, 0–10 мВ, 0–50 мВ, 0–10 В постоянного тока (ГОСТ-9895–78).
Конструктивная совместимость предполагает блочно-модульный принцип построения изделий АСУТП, при котором обеспечивается: минимум конструктивных элементов, высокая ремонтопригодность, возможность модернизации, комплектация под потребителя, возможность кооперации, специализации, применения современных технологий.
Надо отметить, что в настоящее время необходимо прежде всего резко повысить качество и надежность систем приборов, чтобы получить на продукцию международные сертификаты качества комитета ISO-9000, иначе выхода на международный рынок не будет.
Контрольные вопросы
1. Полоса пропускания системы «станок – приспособление – инструмент – деталь» равна: а) 70 Гц, б) 100 Гц с разрешающей способностью станка 1 мкм. Определите шаг квантования по уровню и по времени аналоговых сигналов в микропроцессорной системе управления станком.
2. Перечислите формы представления и последовательность преобразования информации в СЧПУ (непрерывные сигналы, кодированная информация).
3. Выделите задачи, решаемые в: а) САПР; б) АСУТП.
4. Перечислите формы совместимости, решаемые при стандартизации датчиков, приборов, средств автоматизации.
5. Датчик давления имеет токовый выход 4–20 мА. Необходимо обеспечить полосу пропускания датчика не хуже 10 рад/с. Выберите частоту квантования АЦП на выходе датчика давления.
|
|
|
|
|
Дата добавления: 2015-05-29; Просмотров: 679; Нарушение авторских прав?; Мы поможем в написании вашей работы!