КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
С. С. Вечканов, Н. Н. Клочков, А. Н. Проценко
|
|
|
|
МОДЕЛЬ ЭНЕРГОЭФФЕКТИВНОГО ИНДУКТОРА ПОПЕРЕЧНОГО МАГНИТНОГО ПОЛЯ
Проблемы фальсификации и загрязнения пищевых продуктов
Напряженная экологическая ситуация усиливает проблему загрязнения продуктов питания и продовольственного сырья ксенобиотиками химического и биологического происхождения. Основные пути загрязнения подробно рассмотрены в лекции 8.
Причиной загрязнения может быть несоблюдение санитарных требований при производстве и хранении пищевого сырья и готовых продуктов, что приводит к образованию бактериальных токсинов – микотоксинов, батулотоксинов и др.
Установлены основные группы наиболее опасных загрязнителей: тяжелые металлы, антибиотики, пестициды, нитраты, нитриты и нитрозамины, диоксины и диоксиноподобные соединения, ПАУ, радионуклиды, токсины микроорганизмов и др.
Фальсификация как способ подделки и обмана покупателя встречается по всем группам пищевых продуктов, однако наибольшую опасность для здоровья потребителя представляют фальсифицированные спиртные напитки.
Нашествие на наш рынок дешевой иностранной продукции, расцвет подпольного производства привели к печальным последствиям: от отравления суррогатами погибают люди.
Наиболее часто фальсифицируют водку, коньяки, различного рода крепкие настойки. Пищевой спирт заменяется на гидролизный, натуральные экстракты, красители, ароматизаторы, другие полезные добавки – на синтетические, опасные для здоровья.
МП ЭСО г.о.Самары
Россия, 443110, г.Самара, ул.Искровская,7
Самарский государственный технический университет
Россия, 443100, г. Самара, ул. Молодогвардейская, 244
В работе разрабатывается и исследуется модель энергоэффективного индуктора поперечного магнитного поля на примере технологической операции нагрева цилиндрической алюминиевой заготовки. Предлагается конструкция индуктора, с замкнутым цилиндрическим магнитопроводом в форме статора трехфазного асинхронного двигателя. Показаны преимущества такой конструкции относительно соленоидальных многосекционных индукторов, с точки зрения равномерности загрузки фаз питающей сети. Исследовалась зависимость коэффициента полезного действия индукционной установки от ширины витка индуктора. Определены параметры конструкции, дающие наибольший коэффициент полезного действия. Решена задача нагрева алюминиевой цилиндрической заготовки до требуемой температуры с допустимым перепадом температуры от поверхности до центра.
Ключевые слова: поперечное магнитное поле, система индукционного нагрева, технологическая операция, замкнутый цилиндрический магнитопровод, заготовка, трехфазная система, несимметрия, энергоэффективный индуктор.
Статья посвящена разработке и исследованию модели системы индукционного нагрева в поперечном магнитном поле.
Практически во всех отраслях промышленности применяются индукционные системы для преобразования электромагнитной энергии в тепловую. Опыт показывает, что они являются перспективными по ряду важнейших признаков. Они надежны, безопасны, компактны и позволяют осуществлять автоматическое управление процессом нагрева.
Мощные индукционные нагревательные установки представляют собой многосекционную систему индукторов и не обеспечивают симметричную нагрузку фаз даже при полном равенстве собственных сопротивлений отдельных секций трехфазного нагревателя. Это приводит к ухудшению качества электроэнергии в системе электроснабжения даже при симметричной питающей трехфазной системе. Устранить или уменьшить это можно при помощи специальных симметрирующих устройств, применение которых может оказаться нецелесообразным, так как мощность индукционных нагревателей в процессе нагрева может существенно изменяться. В этом случае необходимо применять регулируемые симметрирующие устройства, что значительно удорожает стоимость нагревательной установки. Поэтому в настоящее время возникает необходимость поиска путей совершенствования имеющихся конструкций и принципов работы установок индукционного нагрева [1, 2]. Одним из вариантов такого подхода может быть конструкция индуктора, с замкнутым цилиндрическим магнитопроводом в форме статора трехфазного асинхронного двигателя (рис.1).
В трехфазной обмотке индуктора сопротивления фаз в цепи статора симметричны, так как все фазы имеют одинаковое число витков. Сопротивления нагрузки (заготовки), также можно считать симметричными. источник питания, в качестве которого может рассматриваться трехфазный трансформатор, предполагается симметричным, с соответствующим сдвигом по фазам. Поэтому можно утверждать, что в нормальном режиме несимметрия отсутствует полностью. Однако, реализация предлагаемой конструкции нагревателя требует решения определенных задач [3, 4].
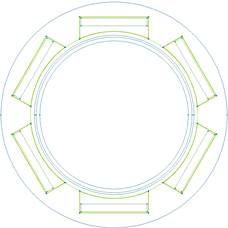
Рис. 1. Конструкция предлагаемой установки
индукционного нагрева
Одна из первоочередных задач – разработка модели энергоэффективного индуктора поперечного магнитного поля.
Цилиндрическую заготовку из алюминия (диаметр – 420мм, магнитная проницаемость – 1, электропроводность – 25650000 см/мм), необходимо нагреть до температуры 753К, при этом перепад температуры от края до центра заготовки не должен превышать 25К. За управляющие параметры принимаются ширина паза и плотность тока. За искомые параметры принимаются – КПД и перепад температуры в от края до центра заготовки.
Геометрическая модель конструкции создается в программе Elcut 5.1 pro, где имеется возможность задавать свойства различных материалов и граничные условия. Модель состоит из 3 модулей: тепловая задача, электромагнитная нестационарного поля и тепловая установившегося поля. (1задача) описывает начальное температурное распределение. (2задача) описывает нестационарный электромагнитный процесс в заготовке, а (3задача) на основе результатов (1и2 задач) описывает температурное распределение в заготовке. Передача данных в программе осуществляется с помощью связи задач, когда (задача 3) решается на основе результатов решений (задач 1 и 2).
На рисунке 1 изображен эскиз двухмерной геометрической модели системы индукционного нагрева с помещенной в нее алюминиевой заготовкой.





Рис. 2. Часть геометрической модели с 1 витком.
На геометрической модели присутствует 6 одинаковых витков, равномерно распределенных по окружности.
Определим ширину витка индуктора, обеспечивающую наибольший КПД индукционной системы. Для этого меняем ширину паза от 40 до 200мм. При этом плотность тока удерживается постоянная и равная 18.5 А/мм2, исходя из предельного значения плотности тока для меди. На рис.3 приведен результат расчетов. Рисунок 4 показывает изменение КПД в окрестности экстремума в увеличенном масштабе.
Рис. 3. Изменение КПД в зависимости от ширины паза.
Рис. 4. Изменение КПД в зависимости от ширины паза в окрестности экстремального значения.
Из приведенных графиков следует, что максимальную величину КПД обеспечивает паз шириной 186мм. Но при этом перепад температуры от поверхности до центра заготовки составляет 173К, что не соответствует требованиям нагрева.
Теперь необходимо добиться перепада температуры от поверхности до центра заготовки не более 25К. Для этого будем уменьшать плотность тока в проводнике, не изменяя ширину паза для сохранения максимальной величины КПД.
После серии вычислительных экспериментов было установлено, что требуемый перепад температуры достигается при плотности тока 7.33 А/мм2.
В ходе проведенных исследований были определены параметры конструкции: индукционная система с индуктором, состоящим из 6 продольных витков, шириной 186 мм, уложенных в пазы магнитопровода под углом 60 градусов относительно друг друга.. При ширине паза 186мм, плотности тока 7.33 А/мм2 перепад температуры в заготовке 25 К, КПД индуктора 57.22%.
|
|
|
|
|
Дата добавления: 2015-05-29; Просмотров: 266; Нарушение авторских прав?; Мы поможем в написании вашей работы!