КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сварочные полуавтоматы ПДГ-305 и ПДГ-5О2
|
|
|
|
Выбор сварного оборудования.
Отделение общеразвивающее
| Инструментальное исполнительство Гитара 1. Лаверженцев Семен 2. Холин Иннокентий 3. Лапин Степан 4. Семенова Анастасия Флейта 1. Григорчук Михаил 2. Кирикова Ирина | Прослушивание – 02 июня, 18.00, каб. 101 Родительское собрание – 02 июня, 18.00, каб. 212 Комиссия: Афанасьева А.Г. (вед) Бахарева Н.Н. |
| Фортепиано / синтезатор 1. Петров Богдан 2. Романовская Ксения 3. Волонен Константин 4. Букина Валерия 5. Слепуха Софья 6. Кутчев Илья / фортепиано 7. Тимохова Полина 8. Соломеина Елизавета 9. Казанская Елизавета 10. Дроздович Екатерина Вокально-хоровое исполнительство 1. Магнус Владислава | Прослушивание – 02 июня, 17.00, каб. 101 Родительское собрание – 02 июня, 17.00, каб. 212 Комиссия: Бутюгова Н.Н. (вед) Шарафетдинова М.В. |
Сварочные полуавтоматы ПДГ-305 УЗ и ПДГ-5О2 УХЛ4 (рис. 1) предназначенный для получения дуговой сваркой стальным плавящимся электродом в защитной среде углекислого газа
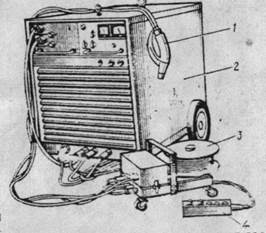
Рис. 1. Сварочный полуавтомат ПДГ-502
1 – сварочная горелка, 2 – источник питания, 3 – механизм подачи электродной проволоки, 4 – переносной пульт управления.
Стальных конструкций, швы которых расположены в различных пространственных положениях и труднодоступных местах. Полуавтоматы состоят из сварочной горелки, механизма подачи электродной проволоки, переносного пульта управления, источника питания с встроенным блоком управления полуавтоматом, газового редуктора с расходомером и подогревателем газа, соединительных шлангов и проводов. Углекислый газ подаётся от баллона или цеховой магистрали.
В полуавтоматах автоматизирован процесс подачи в зону сварки электродной проволоки и защитного газа. Электродная проволока с помощью электродвигательного привода механизма подачи поступает из кассеты по гибкому направляющему каналу в зону сварки по мере ее плавления. Одновременно по шлангу токогазоподвода в зону сварки подводятся углекислый газ из баллона или цеховой магистрали или сварочный ток от выпрямителя. Перемещение сварочной горелки производится вручную.
Механизм подачи электродной проволоки открытого типа (рис. 2) включает в себя электродвигательный привод 9 кассету 4 с электродной проволокой, съемный пульт управления и блок разъемов, служащие для подключения соединительных проводов и шлангов.
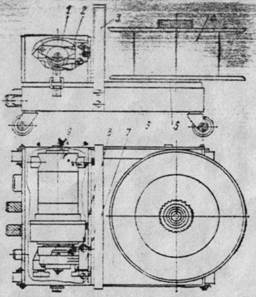
Рис. 2. Механизм подачи электродной проволоки открытого типа.
Электродвигательный привод состоит из цилиндрического редуктора постоянного тока. На выходном валу редуктора укреплено зубчатое колесо с ведущим роликом. Второе зубчатое колесо с прижимным роликом находится на рычаге прижимного устройства 1: при повороте рычага оно может быть отведено для заправки электродной проволокой. Благодаря наличию зубчатого зацепления оба ролика являются ведущими. Усилие поджатия прижимного ролика регулируется винтом 8, воздействующим на рычаг 2 через плоскую пружину 7. Кассета с электродной проволокой устанавливается на тормозном устройстве 5, которое не допускает самораскручивания проволоки при работе. Все узлы механизма подачи смонтированы на основании 6, в нижней части которого расположены отверстия для крепления планки, фиксирующей соединительные провода и шланги. К основанию крепятся 4 колеса. Для переноски механизма подачи имеется ручка 3. Кожухом закрывается только электродвигательный привод (в механизме подачи закрытого типа для полуавтомата ПДГ-305 кожухом закрыты как электродвигательный привод, так и кассета с электродной проволокой).
Сварочная горелка ГДПГ-501-4 (рис. 3) для сварки электродной проволоки диаметром до 2 мм при силе тока до 500 А состоит из корпуса 7 с изогнутой направляющей трубкой. Спирали 6 электродержателя 5, наконечника 4, сопла 1, направляющего поток защитного газа, пружинного кольца 2, удерживающего сменное сопло 3, направляющего канала 9 для электродной проволоки, токогазоподвода 10, включается 8, проводов управления 11 и шлангов 12 для охлаждающей воды. Снизу рукоятки имеется экран 13, который защищает руку сварщика от тепловых излучений. Электродная проволока подаётся в горелку через наконечник 14. Для предотвращения перегрева горелки сопло 1 охлаждается проточной водой.
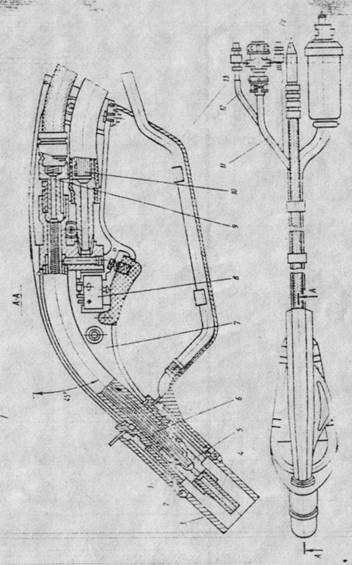
Рис. 3. Сварочная горелка
Горелки ГДПГ-301-8 и ГДПГ-101-10 выполнены аналогично, но не имеют водяного охлаждения.
На переносном пульте управления смонтированы тумблер для проверки газа подачи электродной проволоки, тумблер для реверсирования вращения двигателя подающего механизма, а также потенциометры скорости подачи электродной проволоки и регулирования напряжения дуги.
Порядок работы на полуавтоматах следующий: при нажатии выключателя на горелки происходит включение газового клапана, а через 1 секунду включаются источник питания и привод подачи электродной проволоки; при замыкании электрода на изделие сжигается дуга, происходит процесс сварки; при размыкании выключателя останавливается двигатель подачи электродной проволоки, происходит растяжка и обрыв дуги; через 2-4 с выключаются источник питания и газовый клапан (при этом снимается напряжение со сварочной горелки и прекращается подача защитного газа – схеме приходит в исходное состояние).
Схема соединений полуавтомата ПДГ-502 приведена на рис. 4.
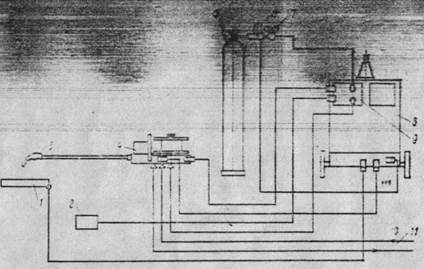
Схема соединений полуавтомата ПДГ-502. 1 – изделие. 2 – переносной пункт управления, 2 – сварочная горелка, 4 – механизм подачи электродной проволоки, 5 – баллон с защитным газом, 6 – подогреватель газа, 7 – газовый редуктор, 8 – сварочный выпрямитель, 9 – блок управления, 10-11 – вход и выход воды.
На основание выше изложенных данных я для сварки Балка 2397582-2940110 выбрал:
1) Сварочный полуавтомат ПДГ-502;
|
|
|
|
|
Дата добавления: 2015-06-25; Просмотров: 6764; Нарушение авторских прав?; Мы поможем в написании вашей работы!