КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Конструктивные элементы швов сварных соединений
|
|
|
|
Конструктивные элементы швов приведены на черт.13. В соответствием с заданием по условному обозначению сварного соединения выполнено исполнение С17. Конструктивные элементы содержат вид подготовленных кромок свариваемых деталей и выполнение самого сварного шва.
Сварные швы подразделяются по положению в пространстве, номенклатура которых изложена в стандарте ГОСТ11969 – 79 и подразделяется: - нижнее – Ни; в лодочку – Л; полугоризонтальные – Пг; горизонтальные - Г; полувертикальные – Пв; полупотолочные – Пл; потолочные П.
По протяженности швы различают сплошные и прерывистые. Прерывистые швы могут быть цепными или шахматными.
По отношению к направлению действующих усилий швы подразделяются: продольные, поперечные, комбинированные и косые (спиральные).
По форме наружной поверхности стыковые швы бывают: нормальными (плоскими), выпуклыми и вогнутыми. Сварные соединения, образованные выпуклыми швами лучше работают при статических нагрузках. Однако чрезмерный наплыв приводит к лишнему расходу электродного металла и поэтому выпуклые швы неэкономичны. Следует заметить, что в авиационной отрасли они определены конструктивными особенностями, где неэкономичность отходит на второй план. Плоские и вогнутые швы работают лучше при динамических и знакопеременных нагрузках.
Конструктивным элементом является отсутствие резкого перехода от основного металла к сварному шву. По возможности необходимым является избегать нахлесточных сварных швов на выпуклых тонкостенных сосудах, работающих под давлением. Такие сварные швы являются концентраторами напряжений, которые могут быть источником разрушения конструкции в целом.
По условиям работы сварного узла в процессе эксплуатации изделия сварные швы подразделяются на рабочие, которые непосредственно воспринимают нагрузку, и соединительные (связующие), предназначенные только для скрепления частей и деталей изделия. Связующие швы иногда называют нерабочими швами.
В особых случаях при изготовлении ответственных изделий присутствует технологическая операция в виде обработки шва сварного соединения заподлицо с основным материалом механическим путем (бормашинками или специальными фрезами) или пламенем аргонодуговой горелки (выглаживание), например, для дуговой сварки в защитном газе ГОСТ 14771-76, для дуговой сварки алюминия и алюминиевых сплавов в инертных газах ГОСТ 14806 – 80.
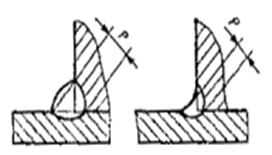
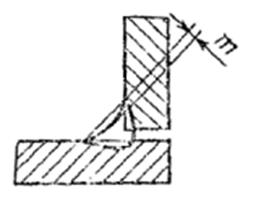
Конструктивными элементами сварных соединений является форма разделки кромок и их сборка, которая характеризуется тремя конструктивными элементами: зазор – в, притупление кромок – с, угол скоса кромки – р. Форма разделки кромок и их конструктивные элементы приведены во второй части стандарта.
Тип и угол разделки кромок определяют количество необходимого электродного металла для заполнения разделки, следовательно, для определения производительности процесса сварки. Форма разделки кромок по С17 по сравнению с разделкой кромок по С25 требует большего объема наплавленного металла в 1,6 - 1,7 раза. Кроме того, считается, что разделка кромок по технологии С25 обеспечивает меньшую величину деформации после сварки.
| Со скосом кромок | Односторонний | 
| 
| 3 - 60 | С17 |
| С двумя симметричными скосами кромок | двусторонний | 
| 
| 8 - 120 | С25 |
При формах разделок кромок по С17 и С25 кромки притупляют для правильного формирования шва сварного соединения и для предотвращения образования прожогов.
Зазор при сборке под сварку определяется толщиной свариваемых металлов деталей, способом сварки, формой подготовки кромок и др. При сварке плавящимся электродом зазор обычно составляет 0 – 5мм, увеличение зазора способствует более глубокому проплавлению металла.
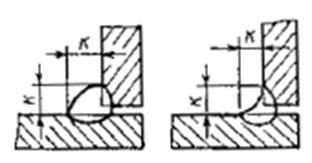
Шов сварного соединения характеризуется основными конструктивными элементами в соответствии с ГОСТ 2601 – 84: ширина – e, выпуклость шва – q, вогнутость шва – m, h — глубина проплавления (для стыкового шва), катет углового шва – k, толщина детали - s.
Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости

Расчетная высота углового шва. Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника
Вогнутость углового шва. Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости
Катет углового шва.Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части
|
|
|
|
|
Дата добавления: 2015-06-25; Просмотров: 2845; Нарушение авторских прав?; Мы поможем в написании вашей работы!