КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сведения о технологическом процессе обработки деталей (заготовок)
|
|
|
|
КРАТКИЕ СВЕДЕHИЯ О БАЗАХ В МАШИHОСТРОЕHИИ
Конструктивный элемент детали, от которого ведется отсчет размеров детали, называется базой. Это может быть поверхность или линия (осевая, центровая).
Все многообразие поверхностей сводится к следующим четырём:
- основные поверхности, которыми определяется положение детали в изделии;
- вспомогательные поверхности, которые определяют положение присоединяемой детали относительно данной;
- исполнительные поверхности, c помощью которых деталь выполняет свое функциональное назначение;
- свободные поверхности, не имеющие соприкосновения с поверхностями других деталей.
В зависимости от назначения различают следующие базы:
- конструкторские - базы, используемые для определения положения элементов:
а) детали в детали;
б) детали в сборочной единице;
в) сборочной единицы в изделии;
- технологические - базы, используемые для определения положения заготовки или изделия при изготовлении или ремонте;
- измерительные - базы, используемые для определения относительного положения заготовки или изделия и средств измерения.
 Технологические базы
Технологические базы
В машине, механизме, станке, детали соединяются между собой, обеспечивая передачу и преобразование движений. В процессе обработки заготовки (детали) закрепляются. Для ориентации заготовок во время обработки на станках, расположения готовых деталей в сборочных единицах (узлах) машин, измерения деталей служат поверхности, линии, точки и их совокупности, которые называются базами.
Различают технологические и конструкторские базы. Технологические базы разделяются на установочные и измерительные.
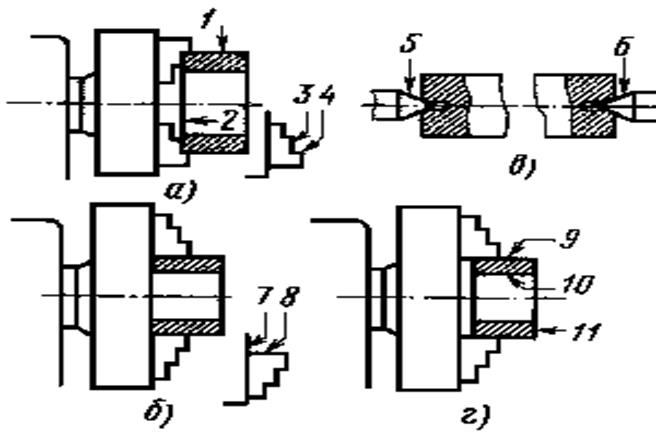
Установочные базы - поверхности (а также линии и точки), служащие для установки заготовки на станке и ориентирования её относительно режущего инструмента. Например, торцовая 3 и цилиндрическая 4 поверхности кулачков патрона рисунок а) справа, или торцовая поверхность 7 патрона и цилиндрическая поверхность 8 кулачков рисунок б), или конические поверхности 5 и 6 центров станка рисунок в) и др.
Установочными базами могут быть различные поверхности заготовок, а также центровые гнезда и плоскости. Например, установочными базами для втулки может быть наружная поверхность 1 и торец 2 смотри рисунок а) справа, наружная 9 или внутренняя 10 цилиндрические поверхности и торец 11 рисунок г). В качестве баз при первоначальной обработке используют необработанные поверхности (черновые базы), при последующей обработке - обработанные поверхности (чистовые базы).
Установочные базы делятся на основные и вспомогательные. Основные установочные базы - это поверхности, которые ориентируют заготовки (обрабатываемые детали) на станке и положение готовых деталей в машине относительно других сопрягаемых деталей при ее работе. Например, основными установочными базами для втулки могут являться торец 11 и внутренняя поверхность 10 рисунок г), если втулка монтируется на вал. Вспомогательные установочные базы - это поверхности, которые используют только для установки заготовок (деталей) на станке; они не имеют особого значения для работы машины. Примерами вспомогательной базы могут служить центровые гнезда вала, обтачиваемого и шлифуемого с установкой в центрах рисунок в), необработанная шестигранная поверхность головки болта и др.
Измерительная база - поверхность (линия или точка), от которой производят отсчет размеров. Например, на левом рисунке: а) заданы размеры А и С, а размер В - свободный; следовательно, поверхность 2 - измерительная.
Конструкторская база - совокупность поверхностей, линий, точек, от которых заданы размеры и положение деталей при разработке конструкции.
Конструкторские базы могут быть реальными (материальная поверхность) или геометрическими (осевые линии, точки).
При выборе черновых установочных баз руководствуются следующими правилами: базовые поверхности должны быть по возможности ровными и чистыми (не следует, например, принимать за базы поверхности, на которых располагаются литники, линии разъема моделей или заусенцы), базовые поверхности не должны изменяться относительно других поверхностей (не следует, например, брать за базу поверхность литого отверстия, так как его положение может изменяться), за базы рекомендуется принимать поверхности с минимальными припусками или вообще не подвергаемые обработке. При переустановке заготовки черновые базы заменяются чистовыми. При выборе чистовых установочных баз следует: выбирать основные базы, так как это обеспечивает большую точность обработки; соблюдать при обработке принцип постоянства баз; совмещать при возможности установочные и измерительные базы. Например, на рисунке а) измерительной базой является поверхность 2, станок настроен от установочной базы 1 на размер В, а размер С получен на предыдущей операции. Следовательно, установочная и измерительная базы не совпадают. Для получения размера А в пределах допуска нужно определить отклонения размера В, как это сделано на рисунке б); при этом установочная и измерительные базы будут совмещены (совпадут). В качестве базирующих поверхностей при точении применяют наружную (или внутреннюю),
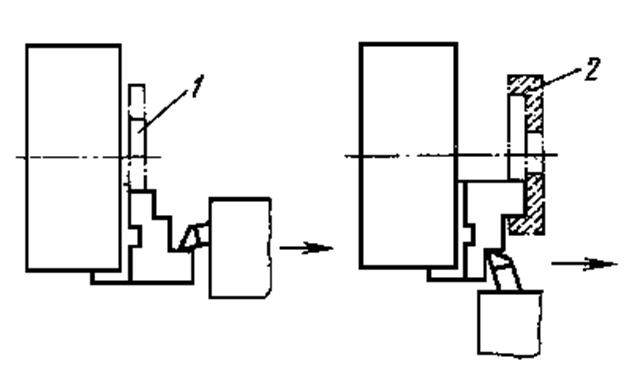
цилиндрическую поверхность и торец, два центровых гнезда, наружную (или внутреннюю) цилиндрическую поверхность и центровое гнездо. Для повышения точности обработки в самоцентрирующих патронах применяют сырые кулачки, которые протачиваются непосредственно перед обработкой заготовки (детали) или партии деталей. Обработка кулачков производится под нагрузкой (рисунок справа) Для этого в кулачках закрепляется (с усилием, необходимым для крепления детали) диск 1 или кольцо 2 для выборки зазоров. Размер диска должен соответствовать наибольшему диаметру зажимаемой детали, а размер кольца - наименьшему (обычно кулачки протачивают от торца патрона).
Обработку вала, имеющего несколько ступеней, можно выполнить по разным вариантам (рисунок ниже). Обработку трехступенчатого вала (ступени вала А, Б и В) можно выполнить по схеме а). Припуск удаляется, начиная с торца вала, за три перехода: 1 - обтачивается ступень В, 2 - ступень Б и 3 - ступень А.
При обработке вала по схеме б) каждая ступень вала обтачивается отдельно за четыре перехода: 1 и 2 - ступень А (вследствие большого припуска), 3 - ступень Б,
4 - ступень В. При обработке вала по схеме в) ступень В обтачивается за переход 1, ступень А - за переход 2 и ступень Б - за переход 3.
На выбор схемы обработки трехступенчатого вала влияет величина припуска на отдельных ступенях и соотношение их диаметра и длины. Та схема, при которой время обработки наименьшее, будет наиболее выгодной. При чистовом обтачивании порядок обработки ступеней вала зависит от выбора баз и точности обработки. Если диаметры ступеней вала имеют значительную разницу, то рекомендуется сначала обтачивать ступени большого диаметра, а последней - ступень меньшего диаметра. Способ установки и закрепления штучных заготовок на станке выбирают в зависимости от размеров, жесткости и точности изготовляемой детали. Если заготовка устанавливается в патроне станка, то длина зажимаемой части должна быть не менее 1/3 общей длины заготовки, а длина выступающей части - не более 2-3 диаметров. Заготовку, установленную в патроне, проверяют на биение. Для этого к вращающейся заготовке подносят мел до касания цилиндрической поверхности. После остановки шпинделя легкими ударами молотка перемещают к центру выступающую (очерченную мелом) поверхность заготовки и затем при повторных включениях добиваются, чтобы риска на поверхности детали была почти кольцевой. После этого проверяют надежность закрепления заготовки.
Более длинные заготовки закрепляют в патроне и поджимают задним центром в зацентрованный торец заготовки. При обработке партии заготовок (деталей) стремятся сократить потери времени, связанные с выверкой и закреплением заготовки. Для этого применяют патроны с механизированным зажимом и установочно-зажимные или самоцентрирующие механизмы, обеспечивающие одновременную установку заготовки в требуемое для обработки положение и ее зажим. К таким механизмам относятся цанговые, мембранные приспособления с электромагнитным, магнитным, гидро и пневмоприводом и др.
Раздел 3.3
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 546; Нарушение авторских прав?; Мы поможем в написании вашей работы!