КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Группирование деталей
|
|
|
|
Групповой метод обработки
Групповой метод - метод унификации технологии производства, при котором для групп однородной по тем или иным конструктивно-технологическим признакам продукции устанавливаются однотипные методы обработки с использованием однородных и быстропереналаживаемых орудий производства.
Таким образом, основным признаком классификации и группирования являются применяемые средства технологического оснащения.
Наиболее общие задачи, решаемые групповым методом - специализация, технологическая концентрация в виде многоинструментальной и многопредметной обработки.
Групповой метод - основа унификации технологической оснастки, ограничивает ее конструктивные разновидности, размеры и составные элементы при одновременном расширении области ее применения. Групповые переналаживаемые приспособления проектируются для групп деталей, сходных по способам установки и закрепления. Обработка деталей различной конфигурации с помощью одного группового приспособления обеспечивается благодаря использованию сменных или регулируемых элементов.
Группа (операционная) - совокупность деталей, характеризуемая при обработке общностью оборудования, оснастки, наладки и технологического процесса (операционная).
Группа деталей в групповом производстве характеризуется единством в смысле а) конструкторском, б) технологическом (общность технологии), в) инструментальном (общность оснащения), г) организационно-плановом (единое планирование и организация производства).
Образование технологических групп - наиболее ответственный процесс.
Создание унифицированных (групповых) процессов изготовления деталей может базироваться на различных методах группирования деталей. При этом возможны:
1) группирование деталей - по конструктивно-технологическому сходству (наиболее типичные совокупности в этом случае - группы валиков, втулок, шестерен и др.);
2) группирование деталей по их элементарным поверхностям, позволяющее установить варианты обработки этих поверхностей, а из комбинации элементарных процессов получить техпроцесс изготовления любой детали;
3) группирование деталей по преобладающим видам обработки (типам оборудования), единству технологического оснащения и общности наладки станка.
Во всех случаях учитываются назначение, конструкция, точность размеров и шероховатость обрабатываемых поверхностей, общность решения основных технологических задач, сходство маршрутов обработки, однородность заготовок, объем выпуска и др.
В условиях мелкосерийного и серийного производства наибольшее распространение получил метод группирования деталей по применяемому для обработки типу оборудования, единству технологического оснащения, общности настройки станка с использованием комплексной детали.
При группировании деталей по типам оборудования (видам обработки) используются три наиболее характерных случая.
На рис. 1.2 показана группа деталей, имеющая цикл обработки, начинающийся и заканчивающийся на одном и том же типе оборудования (заготовительные процессы, металлообрабатывающие станки, отделочные процессы и т. п.).
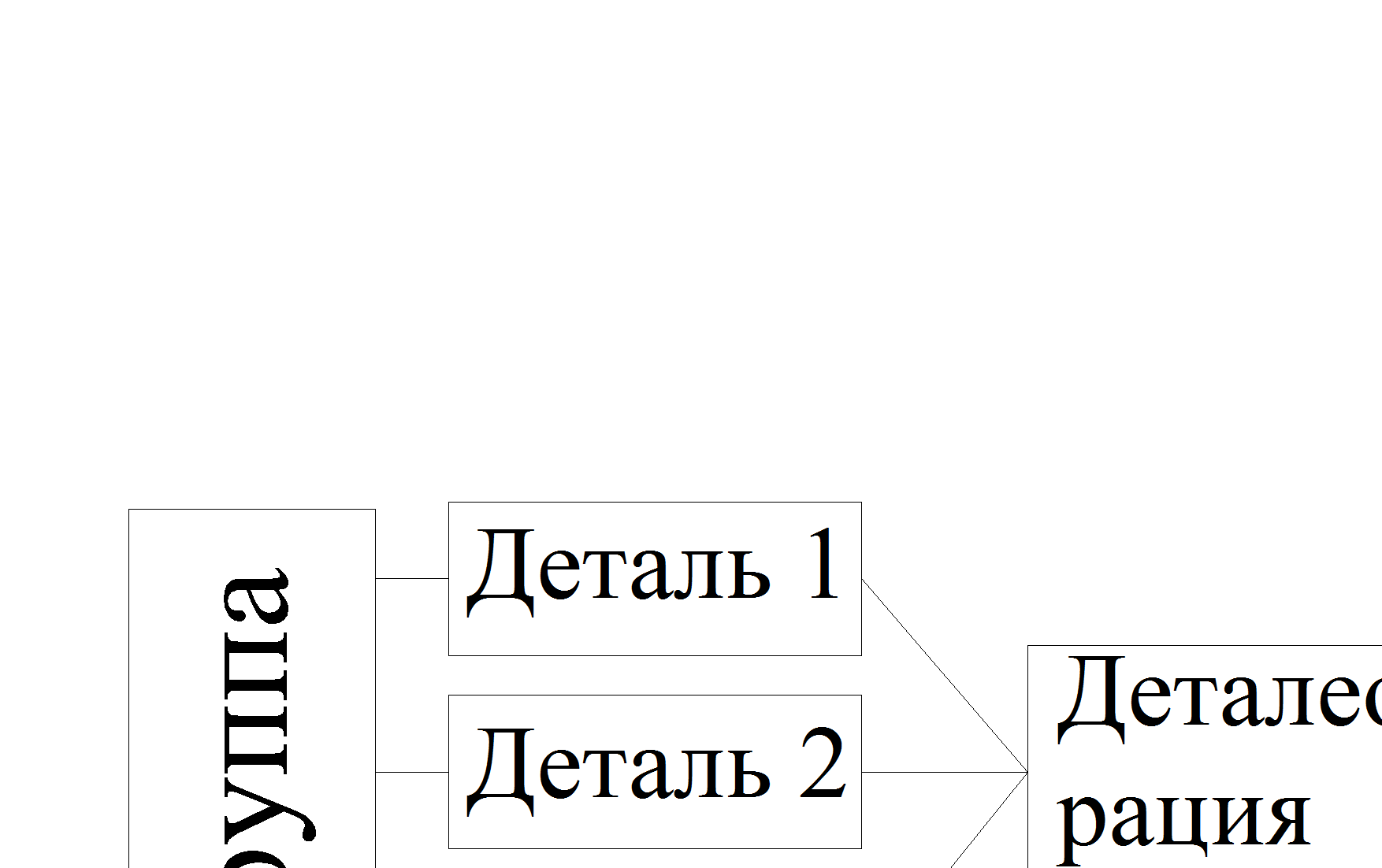
Рис. 1.2. Группа деталей с циклом обработки на одном типе оборудования
Этот метод классификации охватывает наибольшее количество деталей и особенно эффективен, если техпроцесс у всех входящих в данную группу деталей одно-операционный (станки типа револьверных, автоматы и специализированные). На рис. 1.3 показаны детали группы, имеющие общий многооперационный процесс, выполняемый на разнотипном оборудовании. Все детали данной группы проходят последовательно, либо через все деталеоперации (рис. 1.3,а), либо отдельные деталеоперации (рис. 1.3,б).
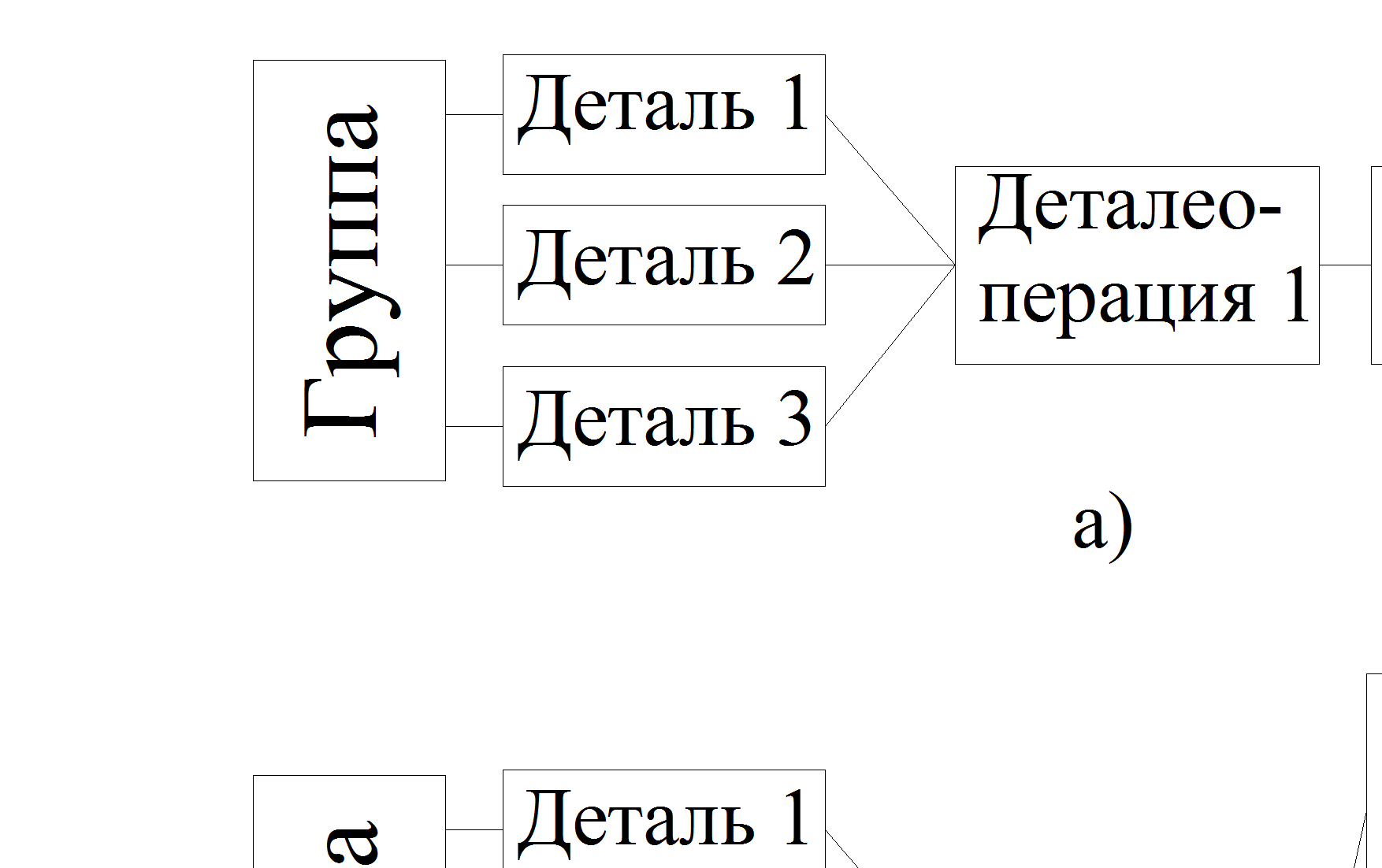
Рис. 1.3. Группа деталей с циклом обработки на разнотипном оборудовании
На рис. 1.4 показан случай объединения деталей нескольких групп, имеющих общность технологического маршрута, выполняемого на разнотипном оборудовании.
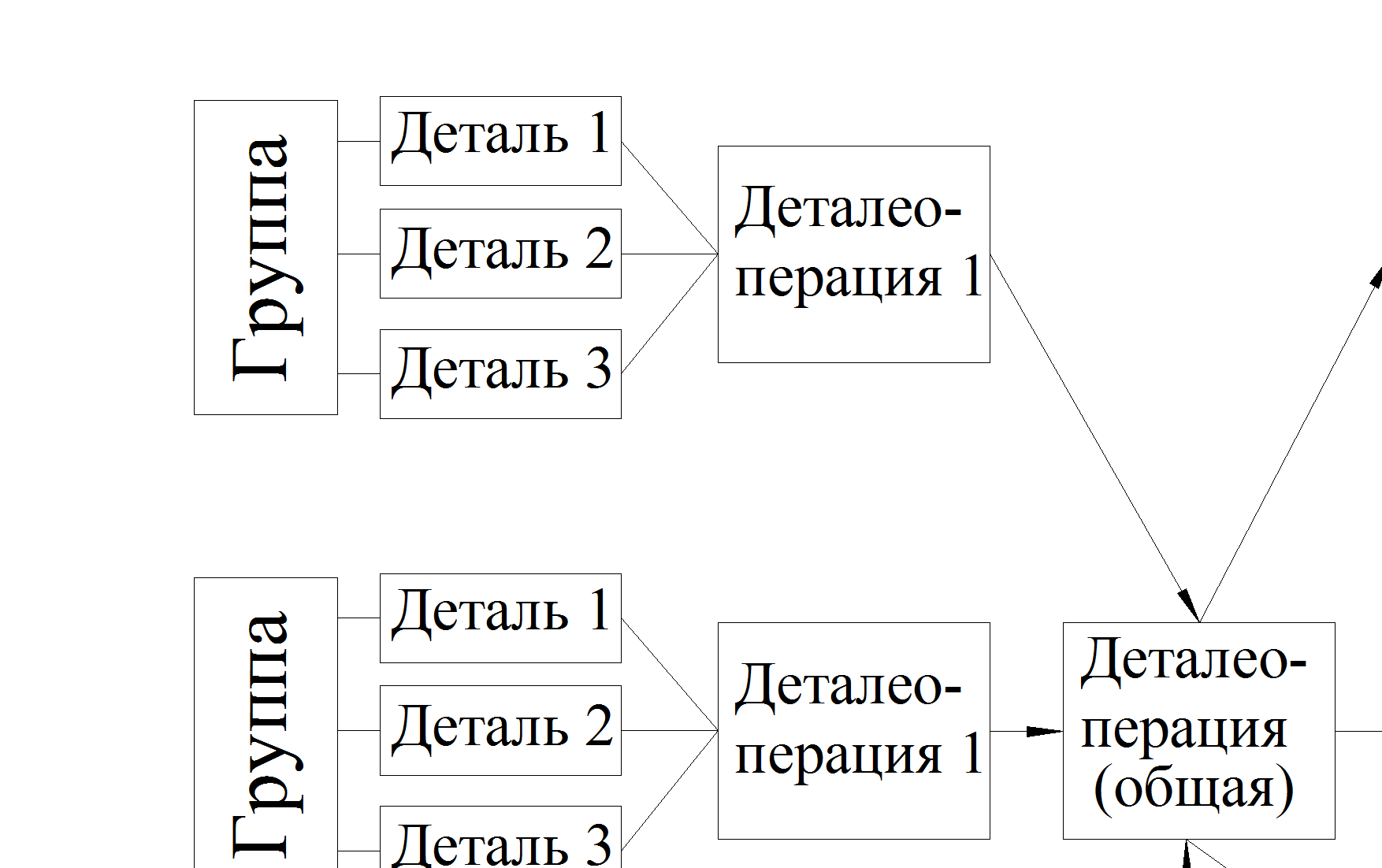
Рис. 1.4. Группы деталей, имеющих общность технологического маршрута, с циклом обработки на разнотипном оборудовании
Конкретный пример использования группирования по типу рис. 1.4 показан на рис. 1.5.
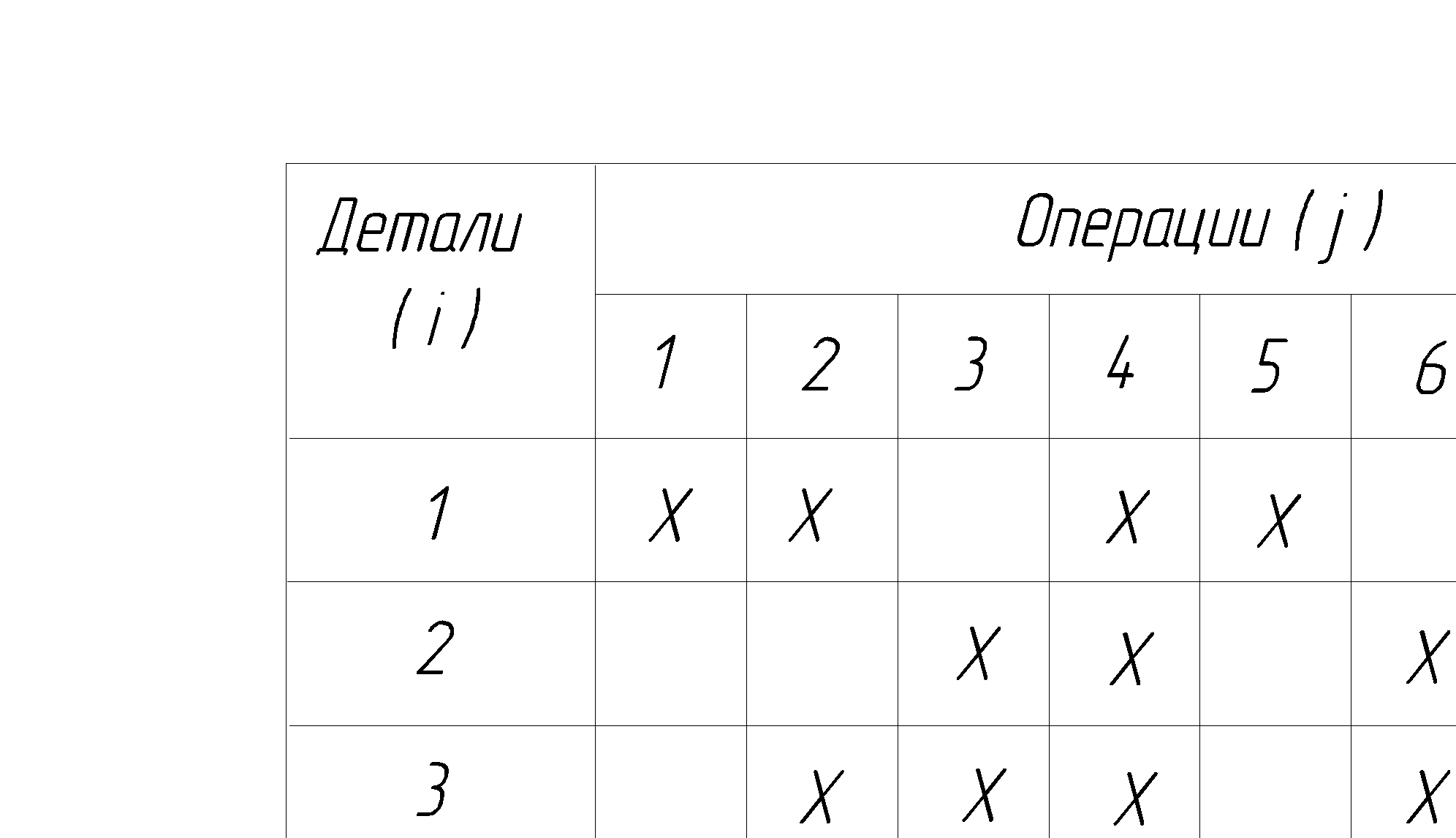
Рис. 1.5. Схема группового технологического процесса
На приведенном рисунке использованы следующие обозначения деталей и операций 1 - шестерня без термообработки (ТО); 2 - шестерня с ТО; 3 - шестерня точная с ТО; 4 - шестерня точная без ТО, 5 - фланец. Операции: 1 - токарная, 2 - протяжная, 3 - сверлильно-фрезерная, 4 - зубофрезерная, 5 - зубошевинговальная, 6 - внутришлифовальная, 7 - круглошлифовальная, 8 - зубошлифовальная.
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 1382; Нарушение авторских прав?; Мы поможем в написании вашей работы!