КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Дополнение
|
|
|
|
Расчет норм времени
7.2.1. Расчёт основного и вспомогательного времени
Таблица 7.1 – Основное и вспомогательное время
| Элементы операции | Расчетные размеры, мм | Режим обработки | Основное время, сек | Вспомогательное время, мин | Оперативное время, мин | ||||||
| Длина обрабатываемой поверхности | Врезание и перебег | Число раб. ходов | Расчетная длина | Подача, мм/об | Частота вращения, об/мин | Минутная подача, мм/мин | На установку и снятие | Вспомогательное время в целом | |||
| l | lвр+lп | i | L | Sо | n | Sмин | tо | tуст | tв | tоп | |
| 1. Установить заготовку | 0.3 | 0,3 | 0,3 | ||||||||
| 2. Подрезать торец 1однократно | 0,4 | 0,03 | 0,18 | 0,21 | |||||||
| 3. Точить пов. 6,8 предварительно | 0,5 | 0,54 | 0,32 | 0,86 | |||||||
| 4. подр. торец 9 однократно | 42,5 | 44,5 | 0,25 | 0,18 | 0,11 | 0,29 | |||||
| 5. Точить пов. 6,8 окончательно | 0,4 | 0,58 | 0,12 | 0,7 | |||||||
| 6. Сверлить отверстия 3,5,7 | 0,1 | 0,18 | 0,11 | 0,29 | |||||||
| 7. Точить пов.8 тонко | 0,1 | 1,57 | 0,21 | 1,78 | |||||||
| 8. Сменить позицию детали | 0,3 | 0,3 | 0,3 | ||||||||
| 9. Точить пов. 22 однократно | 0,4 | 0,84 | 0,22 | 1,06 | |||||||
| 10.Подрезать торец 25 однокр. | 0,4 | 0,18 | 0,05 | 0,23 | |||||||
| 11. Точить пов. 12 предварительно | 123,7 | 128,7 | 0,4 | 0,74 | 0,14 | 0,88 | |||||
| 12.Подрезать торец 21 предв. | 0,4 | 0,04 | 0,05 | 0,09 | |||||||
| 13.Точить пов. 12 окончательно | 0,2 | 1,2 | 0,22 | 1,42 | |||||||
| 14.П одрезать торец 21 окончат. | 0,3 | 0,04 | 0,05 | 0,09 | |||||||
| 15. Точить пов. 24 предварительно | 0,4 | 0,04 | 0,05 | 0,09 | |||||||
| 16.Подрезать торец 23 однокр. | 7,5 | 10,5 | 0,4 | 0,04 | 0,05 | 0,09 | |||||
| 17. Точить пов. 24 окончательно | 1,5 | 0,3 | 0,04 | 0,05 | 0,09 | ||||||
| 18. Точить пов. 18 однократно | 0,3 | 0,3 | 0,1 | 0,4 | |||||||
| 19.Фрезеровать пов.14 однокр. | 0,2 | 0,43 | 0,26 | 0,69 | |||||||
| 20.Фрезеровать пов.32 однокр. | 0,3 | 0,2 | 0,12 | 0,32 | |||||||
| 21.Фрезеровать пов.34однокр. | 0,3 | 0,22 | 0,13 | 0,35 |
Таблица 7.1–Основное и вспомогательное время (продолжение)
| 22. Фрезеровать пов.36однокр. | 0,3 | 0,2 | 0,12 | 0,32 | |||||||||
| 23.Сверлить отв.13 | 0,1 | 0,02 | 0,05 | 0,07 | |||||||||
| 24.Сверлить отв.16 | 0,1 | 0,03 | 0,05 | 0,08 | |||||||||
| 25.Точить канавку20 | 0,3 | 0,07 | 0,05 | 0,12 | |||||||||
| 26.Расточить пов.28 предварительно | 0,4 | 0,79 | 0,26 | 1,05 | |||||||||
| 27.Подрезать торец 11 однократно | 0,3 | 0,12 | 0,08 | 0,2 | |||||||||
| 28.Расточить пов.28 окончательно | 0,3 | 0,97 | 0,28 | 1,25 | |||||||||
| 29.Расточить канавку 30 | 0,3 | 0,06 | 0,05 | 0,11 | |||||||||
| 30.Расточить пов.28 тонко | 0,17 | 1,93 | 0,27 | 2,2 | |||||||||
| 31.Расточить фаску 26 | - | 0,2 | 0,02 | 0,05 | 0,07 | ||||||||
| ИТОГО | 11,6 | 4,4 | |||||||||||
| 1.Установить заготовку | 0,3 | 0,3 | 0,3 | ||||||||||
| 2.Сверлить отверстие 2 | 0,2 | 53,2 | 6,1 | 1,9 | |||||||||
| 3.Зенковать фаску4 | 0,05 | 0,05 | 0,1 | ||||||||||
| ИТОГО | 6,15 | 2,25 | 8,4 | ||||||||||
7.2.2. Расчёт штучно-калькуляционного времени
Таблица 7.2 –Нормы времени в целом на операцию
| № операции | Основное время на операцию, tо, мин. | Вспомогательное время на опера- цию, tв, мин. | Оперативное время, tоп, мин. | Время на обслуживание, tобс | Время на отдых tотд.л. | Штучное время, tшт, мин. | Подготовительно-заключительное время на партию, Tпз, мин | Величина партии, шт. | Штучно-калькуляционное время, tшк, мин | |||
| % | мин. | % | мин. | |||||||||
| 11,59 | 4,4 | 0,96 | 0,64 | 17,6 | 25,1 | |||||||
| 6,15 | 2,25 | 8,4 | 0,5 | 0,34 | 9,24 | 11,24 |
На основании выполненных в проекте работ, мною представлены данные для методического пособия по выполнению курсового проектирования по курсу «Технологии машиностроения».
Кроме того, мною проделана работа по предоставлению справочных материалов для этого пособия по разделам проектирования заготовки, определения точности обработки, назначения припусков, определения режимов резания, нормирования станочных работ.
Глава 2
КОНСТРУКТОРСКАЯ ЧАСТЬ
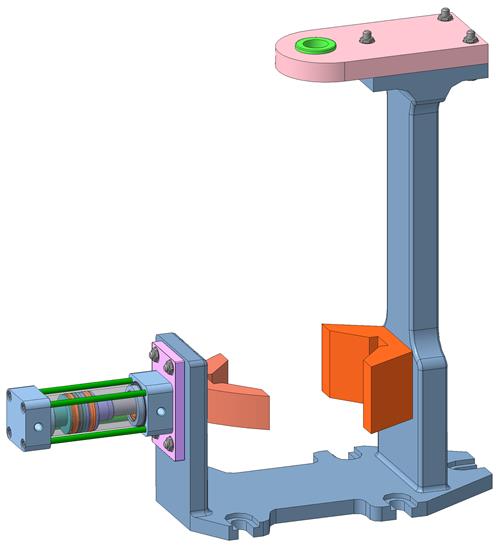
В данной главе производится разработка механизированного установочно-зажимного приспособления.
Раздел 1.
Разработка механизированного установочно-зажимного приспособления
______________________________________________________________
Приспособление разрабатывается для 010 операции – вертикально-сверлильной, на которой выполняется Сверление отверстия в торце, а также зенкование фаски.
Обработка производится на вертикально-сверлильном станке модели 2Т125.
|
|
|
|
|
Дата добавления: 2015-06-30; Просмотров: 655; Нарушение авторских прав?; Мы поможем в написании вашей работы!