КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Конвейерная сборка
|
|
|
|
Сущность конвейерной сборки блоков покрытия производственных зданий состоит в том, что на отдельной площадке, расположенной в непосредственной близости от строящегося объекта, оборудованной специальными приспособлениями и грузоподъемными механизмами, методом пооперационной сборки элементов металлоконструкций создают жесткий пространственный блок покрытия определенного размера. Процесс укрупнения блока разделяют на ряд этапов с выполнением на каждом из них определенной части сборочных работ.
На первой стоянке конвейера (рис. 10.3) жестко заделаны четыре стальные стойки (оголовки колонн) с принятой для здания сеткой, например 12Ч24м.
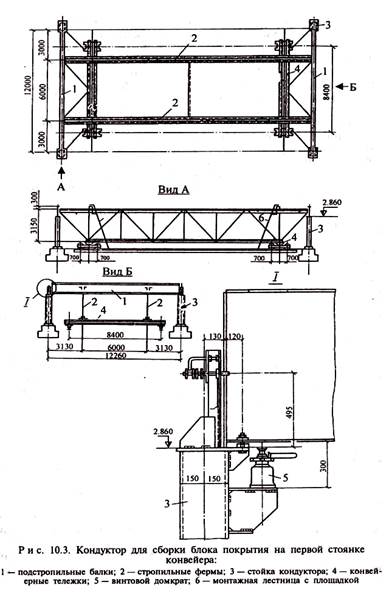
Первая стоянка оборудована стендом, который обеспечивает большую точность геометрических размеров установленных двух подстропильных и стропильных ферм и позволяет жестко закрепить их между собой. Собранный блок с помощью домкратов поднимают на высоту 10..15см, с «нулевой» стоянки по рельсовым путям подкатывают четырехколесную балансирную тележку (по два колеса с каждой стороны) или две независимые двухосные тележки, блок опускают на них и закрепляют. Дальнейшее перемещение блока по конвейеру будет осуществляться на этой тележке.
Все тележки конвейера соединены между собой, все блоки с одной стоянки на другую перемещают по рельсовым путям одновременно через равные промежутки времени, на одинаковое расстояние с помощью электролебедки и полиспаста. Совокупность рельсовых путей, тележек, приспособлений для сборки и перемещения блоков называют конвейером.
Продолжительность операций, выполняемых на каждой стоянке, должна быть одинаковой, в противном случае невозможно соблюсти постоянный ритм сборки, т. е. равный интервал времени между перемещениями блоков с одной стоянки на другую.
Собранную на первой стоянке конструкцию перемещают на вторую стоянку, где продолжают сборку, а на освободившемся месте приступают к сборке конструкций следующего блока. Места конвейера, на которых выполняют отдельные этапы сборки, называются стоянками конвейера.
Стоянка — рабочее место для выполнения определенного строительного процесса — оснащается для максимальной механизации работ кондукторами, подмостями, средствами малой механизации, высокопроизводительным оборудованием и электрифицированным инструментом.
В зависимости от конструктивного решения блока покрытия на первых 3...6 стоянках выполняют сборку стальных конструкций блока покрытия: стропильных и подстропильных ферм, связей, прогонов, укладку и закрепление стального профилированного настила, светоаэрационных фонарей. На последующих стоянках заполняют межферменное пространство, окрашивают конструкции, устраивают кровлю, прокладывают промышленные проводки.
Стоянки конвейерной линии обустраивают стационарными подмостями и переходными мостиками, конструкции которых зависят от вида выполняемых работ. Одновременно передвигаясь на тележках по рельсовым путям, каждый собираемый блок проходит рабочие стоянки конвейера, где кроме сборки металлоконструкций и окраски последовательно выполняются работы по монтажу санитарно-технического оборудования, электроаппаратуры и вентиляционных трубопроводов, а также общестроительные работы по устройству кровли и остеклению. На последней стоянке осуществляют приемку укрупненных блоков.
Такие блоки покрытия, сходя с конвейера, приобретают полную строительную готовность и после их приемки транспортируются в зону монтажа, где краном соответствующей грузоподъемности или другими средствами их устанавливают в проектное положение. Освободившиеся тележки перемещают к началу конвейера.
Продольное расположение блоков на конвейере позволяет применить для их сборки краны с меньшим вылетом стрелы, а следовательно, и меньшей грузоподъемности, но увеличивает длину конвейерной линии и протяженность рельсовых путей. Поперечное расположение блоков уменьшает длину конвейера, но требует применения кранов большей грузоподъемности и с более длинной стрелой.
Для обеспечения безопасности при одновременной работе нескольких кранов, обслуживающих конвейерную линию, их максимальное сближение должно исключать аварийные ситуации при поворотах стрел навстречу друг другу. С этой целью на опасных участках предусматривают стоянки, на которых выполняют работы, для которых не требуется крановое оборудование. Обычно для сборки стальных конструкций и их окраски при продольном расположении на конвейере требуется 8...10 стоянок, для устройства кровли и монтажа промышленных проводок — до 6 стоянок. Таким образом, общая длина конвейера в среднем достигает 16 стоянок.
Место расположения конвейера относительно строящегося здания зависит от конфигурации этого здания, наличия свободных площадей (территории), возможности размещения рядом с конвейерной линией склада стальных конструкций, материалов для общестроительных и специальных работ. Если возводится комплекс зданий, может быть запроектирован вариант, когда конвейер будет обслуживать несколько возводимых зданий, при стесненной территории конвейер может быть расположен в одном из пролетов возводимого здания.
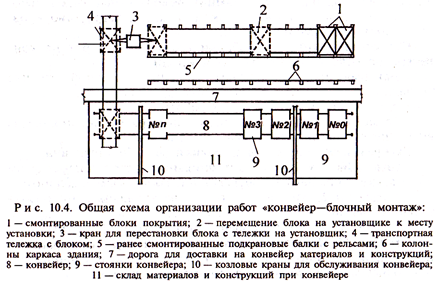
Особенности конвейерной сборки включают в себя (рис. 10.4):
• создание зоны конвейерной сборки, оснащенной кондукторами для обеспечения устойчивости и геометрической неизменяемости блока;
• крановые пути и тележки для транспортирования собираемых блоков;
• подмости и другая оснастка для удобства сборки;
• складская зона, расположенная параллельно конвейеру, для сортировки, промежуточного укрупнения конструкций и подачи их в зону сборки на конвейере;
• применение специального оборудования для транспортировки блоков по конвейеру и установки их в проектное положение;
• разбивка комплекса работ по изготовлению каждого блока на отдельные циклы производства монтажных, общестроительных и специальных видов работ;
• специальные виды работ для монтажа технологических трубопроводов, вентиляционных шахт, коробов и воздуховодов трубопроводов для внутреннего водостока и закрепление необходимого электротехнического оборудования.
Преимущества сборки блоков на конвейере:
• существенное повышение производительности труда счет специализации рабочих мест, разбивки работ на сложные операции, которые в свою очередь делятся на простые;
• ритмичность и поточность производства работ;
• максимальная механизация строительно-монтажных работ (возле рабочих мест размещают инструмент, материалы и конструкции, специальную рабочую оснастку);
• перемещение блока от стоянки к стоянке специальным тележечным конвейером.
В зависимости от конструктивного решения блока, насыщенности его технологическим оборудованием, распределения выполняемых процессов по стоянкам число стоянок изменяться от 7 до 16. По трудоемкости процессов на каждой стоянке определяется единый ритм перемещения конвейера и численность рабочих. Для зимних условий над отдельными стоянками конвейера (окраска конструкций, устройство кровли и т. д.) устраивают тепляки.
Основные принципы разбивки всего цикла работ на конвейере на отдельные участки или стоянки:
• максимальная численность рабочих на одной стоянке 10 чел.;
• однотипность выполняемых работ;
• возможность выполнить весь объем работ на стоянке время перемещения конвейера — 2, 3 или 4 ч.
Распределение процессов на конвейере с 16 стоянками:
Стоянка № 1. Сборка подстропильных и стропильных ферм на тележке конвейера, оборудованной сборочным шаблоном.
Стоянка № 2. Монтаж прогонов, вертикальных и горизонтальных связей.
Стоянка № 3. Монтаж ферм аэрационных фонарей.
Стоянка № 4. Монтаж остальных конструкций аэрационного фонаря, установка лесов и подмостей для отделочных работ, очистка металлоконструкций перед окраской.
Монтаж сантехнического, электротехнического, вентиляционного оборудования, технологических коммуникаций ведут параллельно с монтажом металллоконструкций, продолжительность этих работ на стоянке №3 — 1 ч, на стоянке №4 — 2 ч.
Стоянка № 5. Грунтовка поверхностей, первая покраска эмалью.
Стоянка № 6. Вторая и третья покраски эмалью, разборка подмостей.
Стоянка № 7. Укладка профнастила на окрылках блока. Кран обслуживает стоянки 7 и 8.
Стоянка № 8. Укладка профнастила на фонаре.
Стоянка № 9. Устройство карнизных свесов и примыканий к фонарям.
Стоянка № 10 (резервная). Технический осмотр собранного устранение недоделок, сдача блока под устройство кровли.
Стоянка № 11. Устройство паро- и теплоизоляции. Бригада состоит из четырех звеньев.
Стоянка № 12. Устройство основного гидроизоляционного ковра и сверху — защитного слоя. Бригада — 4 звена.
Стоянка № 13. Примыкание кровли к фонарю, устройство защитного слоя. Бригада — 3 звена.
Стоянка № 14. Остекление металлических оконных переплетов, монтаж сантехнических и вентиляционных трубопроводов.
Стоянка № 15. Монтаж воздуховодов, установка элементов вентиляционных систем, окраска трубопроводов.
Стоянка № 16. Завершение всех специальных работ, монтаж электрооборудования и установка всей арматуры. Устранение обнаруженных дефектов и недоделок по всем видам работ.
Так, для конвейера с 16 стоянками было заготовлено 20 тележек с двумя осями на колею 840 см, из них 16 тележек — на стоянках конвейера, одна — на подкатке под блок на стоянке №1, одна — на путях возврата, две тележки — в резерве.
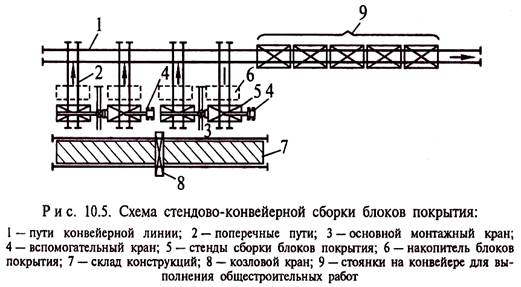
При сборке стальных конструкций на конвейере в среднем занято до 50 монтажников в каждую смену, задействован большой парк монтажных механизмов. При вынужденных остановках конвейера монтажники несут значительные потери рабочего времени, ритм работы конвейера сбивается. Эти недостатки устраняются при стендово-конвейерной сборке блоков.
При этом методе укрупнение блоков покрытия на стендах не зависит от работы всех остальных смежников. Сборка блоков на стенде опережает ритм конвейера и создает возможность накопления собранных блоков в начале конвейерной линии, на которой в этом случае выполняются работы всех смежных организаций, которые доводят блоки до полной строительной готовности. Стенды работают отдельно от конвейера, и их число при необходимости может быть увеличено или уменьшено (рис. 10.5).
Конвейерная линия, в зависимости от местных условий, может быть расположена параллельно или перпендикулярно продольному фасаду. При отсутствии свободной территории, примыкающей к строящемуся зданию и пригодной для развертывания конвейера, он может быть размещен в одном из пролетов строящегося корпуса и будет обслуживаться технологическими мостовыми кранами, смонтированными в пролете до начала работ на конвейере. Готовыми блоками покрытия в первую очередь закрывают этот пролет, что создает благоприятные условия для выполнения кровельных, стекольных и окрасочных работ на блоках, собираемых на конвейере.
|
|
|
|
|
Дата добавления: 2015-06-30; Просмотров: 1100; Нарушение авторских прав?; Мы поможем в написании вашей работы!