КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Определение величины зазора
|
|
|
|
Эскиз вырубленной заготовки.
Схема вырубки.

Рис. 1. Схема вырубки.
Рис. 2. Эскиз заготовки.
Зазоры имеют большое технологическое значение в процессе резания листовых материалов как в отношении качества поверхности среза так и в отношении сопротивления срезу и влияния на стойкость штампов. Заусенцы и дефекты поверхности среза возникают в результате неравномерного распределения зазора попериметру и при затуплении режущих кромок пуансона и матрицы.
Зазор выбирают по таблице исходя из толщины взятого металла и необходимого качества вырубки.
В данном случае оптимальный зазор=(0,02-0,05)h. Где h-толщина заготовки и равна 0,5 мм. В данном случае зазор будет равен 0,015мм.
5. Схема вытяжки и её описание.
Рис.3. Схема вытяжки.
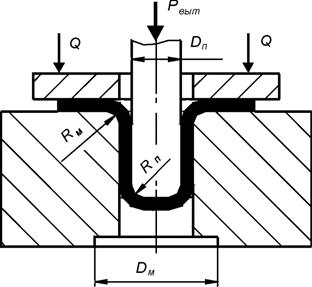
Вырубленную заготовку диаметром  укладывают на плоскость матрицы. Пуансон надавливает на заготовку, и она, смещаясь в отверстие матрицы, образует стенки вытянутой детали. Диаметр вытягиваемого изделия
укладывают на плоскость матрицы. Пуансон надавливает на заготовку, и она, смещаясь в отверстие матрицы, образует стенки вытянутой детали. Диаметр вытягиваемого изделия  .Формоизменение при вытяжке оценивают коэффициентом вытяжки
.Формоизменение при вытяжке оценивают коэффициентом вытяжки  , который в зависимости от механических характеристик металла и условий вытяжки не должен превышать 1,8–2,1.
, который в зависимости от механических характеристик металла и условий вытяжки не должен превышать 1,8–2,1.
При  возможны потеря устойчивости фланца и образование складок при вытяжке. Их предотвращают прижимом фланца заготовки к матрице с определенным усилием
возможны потеря устойчивости фланца и образование складок при вытяжке. Их предотвращают прижимом фланца заготовки к матрице с определенным усилием  . Давление прижима составляет 1–3 МПа. Опасность разрушения заготовок устраняют также скруглением кромок пуансонов и матриц
. Давление прижима составляет 1–3 МПа. Опасность разрушения заготовок устраняют также скруглением кромок пуансонов и матриц  и применением правильно подобранных смазок для уменьшения сил трения между поверхностями заготовок и инструмента.
и применением правильно подобранных смазок для уменьшения сил трения между поверхностями заготовок и инструмента.
Рис.4. Полученные изделия.
А) Б)

А) Вырубленная заготовка.
Б) Первое прессование.
В) Второе прессование.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 519; Нарушение авторских прав?; Мы поможем в написании вашей работы!