КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Гибка трубных заготовок
|
|
|
|
Гнутые детали из (стальных, титановых и др. сплавов) тонкостенных сварных и бесшовных труб широко применяются в химической, автотракторной, аэрокосмической отраслях промышленности; при строительстве нефте- и газопроводов; в коммунальных сетях. Конструкции современных самолетов включают трубопроводные системы, предназначенные для обеспечения нормальных условий жизни человека, работы бортовой аппаратуры и функционирования всего изделия в целом.
Трубопроводы изготавливаются из бесшовных холоднокатаных (или холоднотянутых) и сварных прямошовных трубных заготовок труб. Отметим, что трубопроводы изготавливаются в основном на самих авиационных предприятиях.
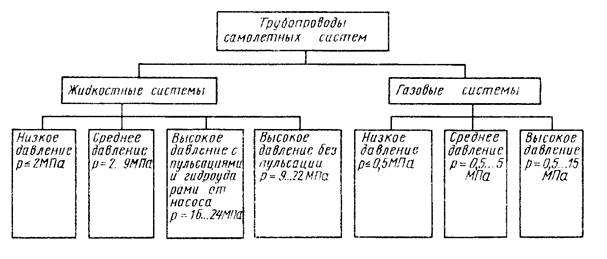
Рис.1
|
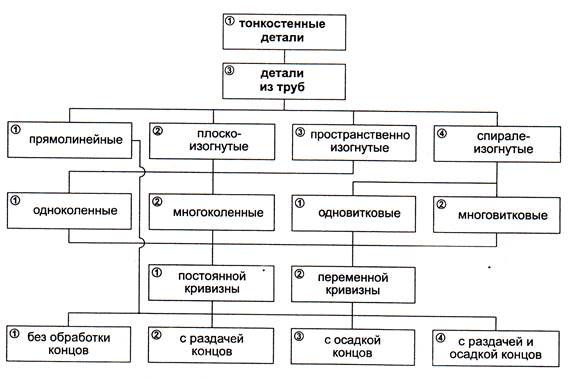
| Рис. 2. Схема классификации трубчатых деталей |
За счет правильной классификации деталей достигается сокращение объема, трудоемкости и сроков технологической подготовки производства, реализуемое в создаваемых проблемно-ориентируемых САПР. Гибка труб является одной из основных операций технологического процесса изготовления трубопровода. При гибке труб путем деформирования прямой заготовки получают детали необходимой конфигурации. Наиболее важным для осуществления качественной гибки является правильный выбор метода гибки в зависимости от диаметра и толщины стенки трубы, материала, радиуса изгиба, числа изготовленных деталей, условий производства, типа оборудования, группы точности и предъявляемых требований к качеству изготовления деталей (рис.3)..
|
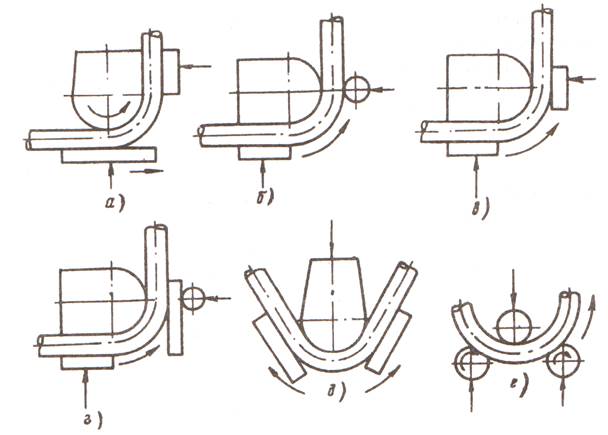
| Рис.3.Схемы гибки труб: а – намоткой (максимальный угол 1800); б, в, г – обкаткой (максимальный угол 1800); д – на прессах (максимальный угол 1650); е – в роликах (максимальный угол 3600); ж – схема гибки-прокатки между элатичным и жестким валками; з – схема гибки вдавливанием трубы жестким инструментом в эластичное полупространство |
Основные способы получения таких деталей (холодная гибка с дорном для труб малого диаметра, горячая гибка протягиванием через рогообразный сердечник и штамповка половинок криволинейных участков с их последующей сваркой) характеризуются высотой энергоемкостью, не исключают образования гофр, сплющивания и других дефектов. Гибка эластичной средой (рис.3,ж и рис.3,з) появились только в последнее время. Область применения их строго ограничена и определяется экспериментальным методом. В принципе изгиб эластичной средой применим для изготовления трубчатых деталей широкого спектра размеров, например, при толщине стенки 1 мм диаметры изгибаемых труб могут составить от 5 мм до 43 мм.
 а
а
|  б
б
|
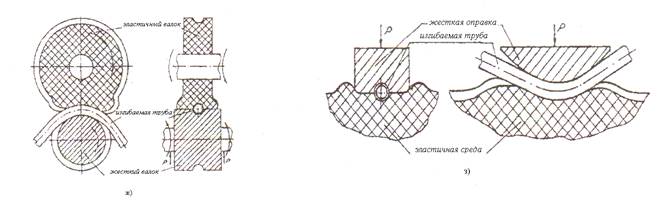
| Рис.4.: а- гибка раскатывнием; б – гибка вталкиванием в фильеру |
Разработана новая технология холодной гибки труб с использованием вращающегося раскатника (рис.4). В основе технологии лежит создание в изгибаемой трубе кольцевой пластической зоны, в каждой точке которой под воздействием сосредоточенных радиальных сил возникают знакопеременные изгибные напряжения стенок трубы. В результате при приложении к трубе относительно небольшого изгибающего усилия в перемещающейся кольцевой зоне происходит гибка трубы. Одним из наиболее простых способ такого воздействия на изгибаемую трубу 1 является ее раскатывание вращающимся раскатником 2, заведенным в трубу с большим натягом. Изгибающее усилие создается с помощью вращающегося ролика-шаблона 3. Применение новой технологии позволяет: в 3-5 раз снизить усилие гиба и энергоемкость; полностью исключить сплющивание и гофрообразование; получить очень точное круглое сечение трубы на участке гиба, а также выполнить калибровку прямых участков на концах трубопроводных вставок для сварки стыков; исключить нарушение различных видов покрытий, нанесенных на поверхности трубы; осуществлять широкий выбор базового оборудования (металлорежущие токарные станки, трубогибочные станки, привод от трактора в полевых условиях и др.); создать передвижные установки для гибки труб больших диаметров с применением различных силовых установок (электродвигатели, двигатели внутреннего сгорания и т.д.); обеспечить гарантированную экологическую чистоту процесса.

|

|
| Рис.5. Современное трубогибочное оборудование |
На рис.5 показано современное трубогибочное оборудование, оснащенное средствами программного управления (станки ZB-54H, ТГС-5, ТГСП-40С). Наиболее распространенным является метод гибки намоткой. Процесс изготовления изогнутых труб этим методом поддается автоматизации с использованием систем ПУ. При гибке труб намоткой применяются различные по конструкции и материалу жесткие дорны, легкоплавкие, сыпучие и жидкие наполнители. Гибка труб в холодном состоянии на станках с ПУ осуществляется на станках типа ТГСПВ-6/24М, ТГСПГ-18/40; ИО-622; ТГСП-24; ТГСП-24С и др. Предпочтение следует отдавать станкам с ЧПУ модели ТГСП, обладающим высокими точностью и производительностью. На рис.6 приведена кинематическая схема трубогибочного станка. Специализированное оборудование позволяет производить многоколенную гибку с различными углами загиба и в различных плоскостях.
|
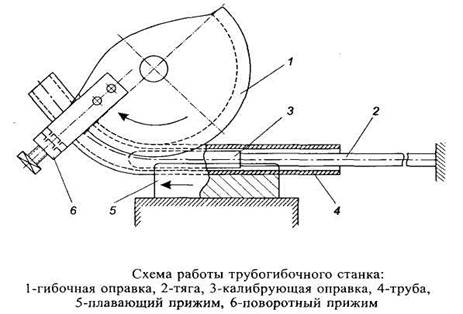
| Рис.6. Схема работы трубогибочного станка |
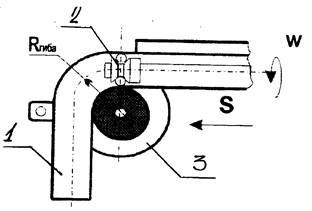
В целях предотвращения сплющивания сечения и образования гофров на сжатой стороне стенки полость трубы в необходимых случаях может быть заполнена сыпучим или жидким наполнителем с заглушками по концам. Гибочная оправка 1 крепится на вращающийся стол станка. На этом же столе поворачивается вместе с оправкой прижим 6, зажимающий конец трубы 4 с оправкой 1. Калибрующая оправка 3 с тягой 2 крепится неподвижно на стойке станка. Трубу 4 надевают на калибрующую оправку 3 до упора, устанавливаемого на данный размер. Конец трубы поворотным прижимом прижимают к гибочной оправке 1. Подводят к трубе плавающий прижим 5, который может перемещаться вдоль оси трубы. При повороте стола станка оправка 1 начнет наматывать и, следовательно, изгибать трубу; прямой участок трубы, перемещаясь влево, увлекает силой трения плавающий прижим 5. Таким образом, деформируемый участок трубы оказывается зажатым по наружному диаметру между желобками оправки 1 и плавающего прижима 5, а по внутреннему диаметру – калибрующей оправкой 3. Это предохраняет трубу от искажения поперечного сечения и от образования гофров на внутренней части трубы.
В авиационной промышленности внедрены в производство автоматические комплексы оборудования для гибки труб. Например, комплекс модели АКИА3430-01, созданный на базе трубогибочной машины ИА3430-01.
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 2375; Нарушение авторских прав?; Мы поможем в написании вашей работы!