КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология сборочно-сварочных работ
|
|
|
|
Тип и параметры сварочного аппарата, с помощью которого должна выполняться сварка труб
Тип и номер сварочного апарата – Аппарат с автоматическим_управлением GF 160, __ инв. №_35/16____
Дата следующего освидетельствования сварочного аппарата ____ 25.12.2012 г._________________
Автоматически регулируемые параметры: автоматическое поддержание заданной температуры_ нагревателя
Точность регулирования заданной температуры нагревателя ___ ±_5_°С ___________________
Устройство для распечатки протокола процесса сварки: ________ Принтер______________
Тип устройства для сжатия при оплавлении, нагреве и осадке ____ Гидравлический ____________
Максимальное рабочее давление в гидроцилиндре ___________________150_бар____________
Эффективная площадь поршня гидроцилиндра ______________________ 7.47_см2 ____________
1.Тщательно очистить полости труб от грунта, снега, льда, камней и других посторонних предметов, а соединяемые концы ¾ от всех загрязнений на расстояние не менее 50 мм от торцов. Концы труб, защищенных полипропиленовой оболочкой, освобождаются от нее с помощью специального ножа на расстояние не менее 15 мм. Очистку производить сухими или увлажненными кусками мягкой ткани из растительных волокон с дальнейшей протиркой и просушкой. Если концы труб или деталей (вследствие небрежного хранения) окажутся загрязненными смазкой, маслом или какими-либо другими жирами, то их обезжиривают с помощью спирта, ацетона или специальных обезжиривающих составов. Не рекомендуется производить очистку и обезжиривание цветными и синтетическими волокнистыми тканями;
2. Установить и закрепить трубы в зажимах центратора сварочного апарата. Вылет концов труб из зажимов центратора должен составлять 15¾30 мм;
3. Отцентрировать трубы по наружной поверхности таким образом, чтобы максимальная величина смещения кромок не превышала 10% от номинальной толщины стенок свариваемых труб (рис. 1а). Подгонку труб при центровке осуществлять поворотом привариваемой трубы вокруг ее оси и, при необходимости, перестановкой опор по длине трубы;
4.Отторцевать свариваемее поверхности труб непосредственно в центраторе сварочного аппарата;
5.Еще раз проверить центровку труб и отсутствие недопустимого зазора (не более 0.3 мм) в стыке. Зазор в стыке допускается не более 0.3 мм (рис. 1б). Зазор измерять лепестковым щупом (ГОСТ 882- 75) с погрешностью не более 0,05 мм;
6.Произвести замер усилия при холостом ходе подвижного зажима центратора с закрепленной в нем трубой и прибавить значение этого усилия (давления в гидроцилиндре) к значениям усилий (соответствующих давлений) Ропл, Рн и Рос, которые представлены в табл. 1;
7.Установить на сварочном аппарате параметры режима сварки, указанные в таблице 1, и произвести сварку контрольного стыкового (КСС) соединения катушек длиной 300 мм из труб, предназначенных для строительства вышеуказанного газопровода Dу160.
7.1.Продолжительность оплавления tоп не нормируется и определяется временем появления первичного грата.
7.2. Охлаждение стыка в течение времени tохл производить под давлением осадки;
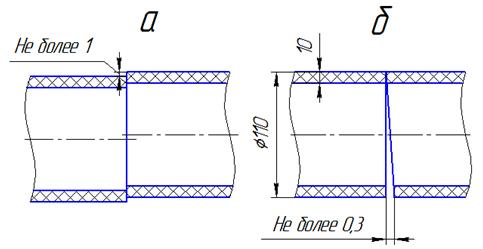
Рис. 1. Требования к сборке пластмассовых труб
Таблица 1 – Технологические параметры режима стыковой сварки нагретым инструментом труб из материала ПЭ 100. Диаметр и толщина стенки трубы, мм, 160x10,6; SDR17; ГОСТ Р 50838
| Параметр | Температура окружающего воздуха То, °С | ||
| от минус 15 до 0 | от 0 до плюс 20 | от плюс 20 до плюс 45 | |
| Температура рабочей поверхности инструмента, °С | 220±10 | 210±10 | 200±10 |
| Давление в гидроцилиндре (усилие сжатия) в процессе оплавления труб Ропл, бар | Ропл=(Sсв*Фсв)/Sцил=(44,4*1,5)/7,47=8,9 бар Sсв=П*Sст(Dтр-Sст)=3,14*0,94(16-0,94)=44,4 см2 | ||
| Время оплавления tоп, с | Оплавление торцов выполнять в течение времени, достаточного для образования по всему периметру торцов труб, контактирующих с нагревателем, валиков расплавленного материала (первичного грата) высотой 2,5 - 4,5 мм и шириной 3.5 – 5 мм с каждой стороны нагревателя | ||
| Давление в гидроцилиндре при нагреве концов труб в стыке (усилие при нагреве) Рн, бар | Рн=(Ропл/10) + Рхол хода=0,89 бар Допускается давление Рн снижать до минимума при сохранении постоянства контакта торцов труб с нагретым инструментом | ||
| Время нагрева торцов труб tн, с | 100-120 | 90-100 | 70-90 |
| Продолжительность технологической паузы между окончанием нагрева и началом осадки tп, с | Не более 4 секунд | ||
| Давление в гидроцилиндре в процессе осадки и при охлаждении (усилие осадки) Рос, бар | Ропл = (Ропл/10) + Рхол хода =0,89 бар | ||
| Время охлаждения стыка tохл, мин, не менее | 12-13 | 14-15 | 16-17 |
8.Проставить маркером номер стыка и код оператора (личное клеймо), выполнившего данное КСС. Маркировку выполнять на наружной поверхности трубы рядом со стыком со стороны, ближайшей к заводской маркировке. Допускается маркировку производить клеймом на горячем расплаве грата через 20¾40 с после окончания операции осадки в процессе охлаждения стыка в зажимах центратора сварочной машины в двух диаметрально противоположных точках. Рекомендуется использовать клейма типа ПУ-6 или ПУ-8 по ГОСТ 2930;
9.Удалить КСС из сварочного аппарата и произвести визуальный и измерительный контроль размеров D, h, k сварного шва (рис.2). Измерение размеров производить как минимум в двух противоположных точках по периметру шва;
10. При подтверждении высокого качества КСС выполнить в соответствии с пунктами 1-9 сварку стыков № 01-37 газопровода, заполняя после сварки каждого стыка журнал сварочных работ с указанием в нем значений температуры окружающей среды, усилий холостого хода, фамилии и номера личного клейма оператора-сварщика, выполнившего сварное соединение. Параметры режима сварки каждого стыкового соединения труб устанавливать для той температуры окружающей среды, при которой выполняется данное сварное соединение;
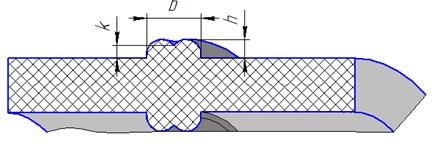
Рис. 2. Размеры стыкового сварного соединения,
подлежащие измерительному контролю
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 730; Нарушение авторских прав?; Мы поможем в написании вашей работы!