КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Расчет приспособления на точность
|
|
|
|
Расчет зажимного усилия
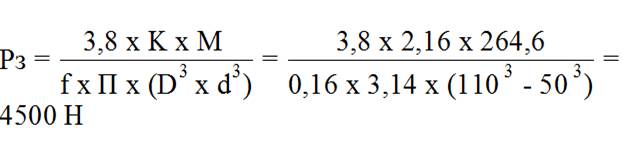
Где К — коэффициент запаса, учитывающий нестабильность силовых воздействий на заготовку
f – коэффициент трения (выбирается по таблице) = 0,16
К = К0 х К1 х К2 х К3 х К4
где К0 = 1,5 - гарантированный коэффициент запаса
К1 - коэффициент, учитывающий увеличение сил резания из-за
случайных неровностей на обрабатываемой поверхности
заготовки = 1,2 (при черновой обработке)
К2 - коэффициент, учитывающий увеличение сил резания
вследствие затупления режущего инструмента (по таблице) = 1
К3 - коэффициент, учитывающий непостоянство зажимного
усилия = 1 (при пневмозажиме)
К4 — коэффициент учитывающий увеличение силы резания
при прерывистом резании = 1,2
К = 1,5 х 1,2 х 1 х 1 х 1,2 = 2,16

где К = 1,2 - коэффициент зависящий от случайных погрешностей,
 с = 0 - погрешность станка в ненагруженном состоянии вызываемая
с = 0 - погрешность станка в ненагруженном состоянии вызываемая
погрешностями изготовления и сборки, мм;
пр = 0,05- погрешность расположения на станке посадочных
поверхностей, мм;
оп = 0 - погрешность расположения опорных точек поверхностей
относительно посадочных поверхностей приспособления, мм;
биб - погрешность базирования заготовки в приспособление,
мм;
з = 0 - погрешность вызываемая закреплением заготовки, мм;
и = 0 - погрешность изготовлении инструмента, мм;
ри = 0 - погрешность расположения инструмента в станке, мм;
д = 0 - погрешность вызываемая деформацией при обработке, под
действием сил резания, мм;
= 0 - погрешность вызываемая износом инструмента, мм;
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 504; Нарушение авторских прав?; Мы поможем в написании вашей работы!