КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сварка газовым лазером
|
|
|
|
Более мощными являются газовые лазеры, в которых в качестве активного тела используют смесь газов, обычно СО2+N2+Не. Схема газового лазера с продольной прокачкой газа приведена на рисунке ниже. Газ из баллонов прокачивается насосом через газоразрядную трубку. Для энергетического возбуждения газа используется электрический разряд между электродами. По торцам газоразрядной трубки расположены зеркала. Электроды подключены к источнику питания. Лазер охлаждается водяной системой.
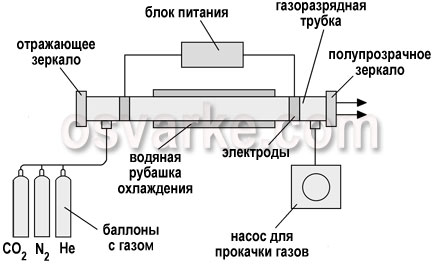
Рисунок. Газовый лазер с продольной прокачкой газа
Недостатком лазеров с продольной прокачкой газа являются их большие габаритные размеры.
Более компактны лазеры с поперечной прокачкой газа (см. рисунок ниже).
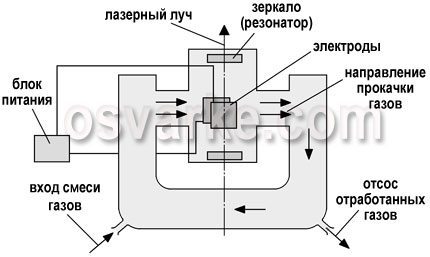
Рисунок. Газовый лазер с поперечной прокачкой газа
Они позволяют достичь общей мощности 20 кВт и больше, что дает возможность сваривать металлы толщиной до 20 мм с достаточно высокой скоростью, около 60 м/ч.
Наиболее мощными являются газодинамические лазеры (на рисунке ниже). Для работы используются газы, нагретые до температуры 1000–3000 К. Газ истекает со сверхзвуковой скоростью через сопло Лаваля, в результате чего происходит его адиабатическое расширение и охлаждение в зоне резонатора. При охлаждении возбужденных молекул CO2 происходит переход их на более низкий энергетический уровень с испусканием когерентного излучения. Для накачки может использоваться другой лазер или другие мощные источники энергии. Такой лазер мощностью N = 100 кВт позволяет, например, сваривать сталь толщиной 35 мм с очень высокой скоростью, около 200 м/ч.
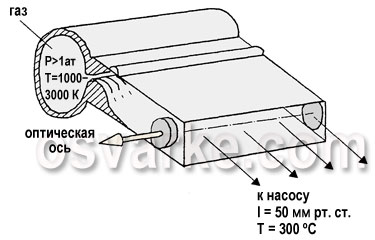
Рисунок. Газодинамический лазер
Схема процесса лазерной сварки приведена на рисунке ниже.
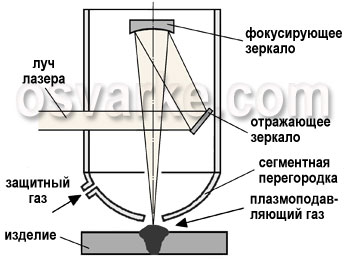
Рисунок. Схема процесса лазерной сварки
Лазерная сварка производится в атмосферных условиях, без создания вакуума, необходима защита расплавленного металла от воздуха. Обычно для защиты используются газы, в частности аргон. Особенностью процесса лазерной сварки является то, что вследствие высокой тепловой мощности луча на поверхности свариваемого изделия происходит интенсивное испарение металла. Пары ионизируются, что приводит к рассеиванию и экранированию луча лазера. В связи с этим при использовании лазеров большой мощности в зону сварки необходимо подавать, кроме защитного, так называемый плазмоподавляющий газ. В качестве плазмоподавляющего газа обычно используют гелий, который значительно легче аргона и не рассеивает луч лазера. Для упрощения процесса целесообразно применение смесей 50% Аг + 50% Не, которые выполняют плазмоподавляющую и защитную функции. В этом случае сварочная горелка должна обеспечивать подачу газа таким образом, чтобы он сдувал ионизированный пар.
Рисунок. Конструкции сопел горелок для лазерной сварки
При лазерной сварке луч постепенно углубляется в деталь, оттесняя жидкий металл сварочной ванны на заднюю стенку кратера. Это позволяет получить «кинжальное» проплавление при большой глубине и малой ширине шва.
Высокая концентрация энергии в лазерном луче позволяет достигать высоких скоростей сварки, обеспечивая одновременно благоприятный термический цикл и высокую технологическую прочность металла шва.
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 1074; Нарушение авторских прав?; Мы поможем в написании вашей работы!