КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекция 5. Соединение и температурная компенсация трубопроводов
|
|
|
|
Цель занятия. Ознакомление студентов с основными методами соединения труб в трубопроводах и их разгрузки от напряжений, возникающих вследствие температурных деформаций.
Раздел 1. Соединения труб в технологических трубопроводах]
Соединения, отдельных звеньев труб между собой и с арматурой производятся различными способами. Выбор способа зависит от необходимой надежности работы, начальной стоимости, требуемой частоты разборки, свойств материала соединяемых деталей, наличия соответствующего инструмента, навыков монтажного и эксплуатационного персонала.
Все виды соединений можно подразделить на разъемные и неразъемные. К разъемным относятся соединения на резьбе (с помощью муфт, ниппелей), на фланцах, на раструбах и с помощью специальных приспособлений. К неразъемным относятся соединения с помощью сварки, пайки или склейки.
Соединения на резьбе. Резьбовые соединения труб применяются, главным образом в трубопроводах тепло- водоснабжения и газовых линиях хозяйственно-бытового назначения. В химической промышленности такие соединения используют в трубопроводах сжатого воздуха. Для соединения на резьбе концы труб снаружи нарезаются трубной резьбой. Такая резьба отличается от нормальной (метрической) значительно меньшим шагом и меньшей глубиной. Поэтому она не вызывает значительного ослабления стенки трубы. Кроме того, трубная резьба имеет угол при вершине треугольника 55°, в то время как метрическая – 60°.
Трубная резьба выполняется в двух вариантах: со срезом вершины по прямой, и скруглением. Трубные резьбы с прямым и закругленным профилем, изготовленные с надлежащими допусками, взаимозаменяемы.
Для соединения труб в трубопроводах высокого давления применяется коническая резьба. Соединение на конической резьбе отличается исключительной герметичностью.
Концы труб соединяют между собой и с арматурой с помощью резьбовых муфт. Муфтовые резьбовые соединения обычно применяют для трубопроводов диаметром до 75 мм. Иногда этот вид соединения применяется также при прокладке труб больших диаметров (до 600 мм).
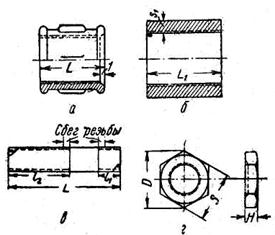
Муфта (рис. 5.1, а и б) представляет собой короткий полый цилиндр, внутренняя поверхность которого сплошь нарезана трубной резьбой. Муфты изготовляются из ковкого чугуна для условных проходов диаметром от 6 до 100 мм и из стали для условных проходов диаметром от 6 до 200 мм. Для соединения с помощью муфты соединяемые трубы нарезают на половину длины муфты, и свинчивают. Если стыкуют две ранее смонтированные трубы, то применяют сгон (рис. 5.1, в). Для уплотнения муфтового соединения ранее применяли льняную прядь или асбестовый шнур. Для повышения герметичности газовых линий уплотнительный материал пропитывали краской. В настоящее время льняная прядь практически вытеснена фторпластовым уплотнительным материалом (ФУМ) и специальной пастой (гермепласт).
|
| Рис. 5.1.– Резьбовые фасонные части. а, 6 – муфты; в – согон; г – контргайка. |
Для разветвлений трубопроводов собранных на резьбе используют тройники и крестовины, для переходов с одного диаметра на другой – специальные муфты или вставки.
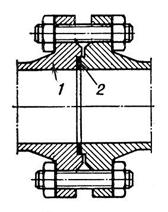
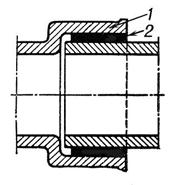
Фланцевые соединения. Фланцы – металлические диски, которые привариваются или привинчиваются к трубе, а затем соединяются болтами с другим фланцем (рис. 5.2). Для этого по периметру диска делаются несколько отверстий. Соединить таким образом можно не только два участка трубопровода, но и присоединить трубу к резервуару, насосу, подвести ее к оборудованию или измерительному прибору. Фланцевые соединения применяются в энергетической промышленности, нефтегазовой, химической и других отраслях производства. Фланцы обеспечивают легкость монтажа и демонтажа.
|
| Рис. 5.2.– Соединение на фланцах. 1. – фланец, 2 – прокладка |
Больше всего производятся стальные фланцы, хотя для некоторых видов труб выпускают и пластиковые. При производстве учитывается диаметр трубы, к которой будет производиться крепление, и ее форма. В зависимости от формы трубы внутреннее отверстие во фланце может быть не только круглым, но и овальным или даже квадратным. На трубу фланец крепят, применяя сварку. Парный фланец крепится на другом участке трубы или оборудования, а затем оба фланца привинчиваются друг к другу болтами через имеющиеся отверстия. Фланцевые соединения делят на беспрокладочные и с прокладками. В первых герметичность обеспечивается за счет тщательной обработки и большого сжатия. Во вторых между фланцами помещается прокладка. Прокладки бывают нескольких видов, в зависимости от формы самих фланцев. Если фланец имеет гладкую поверхность, то прокладка может быть картонной, резиновой или паронитовой. Если один фланец имеет желоб для выступа, который находится на парном фланце, то применяют паронитовую и асбометаллическую прокладку. Делается это обычно при установке на трубах с высоким давлением.
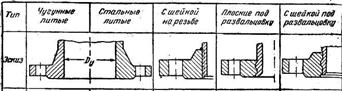
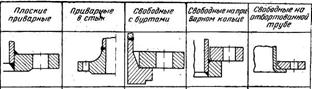
По способу посадки на трубу фланцы делят на приварные (рис. 5.3, е, ж, з), литые заодно с трубой (рис. 5.3, а, б), с шейкой на резьбе (рис. 5.3, в), свободные на отбортованной трубе (рис. 5.3, к) или кольцах (рис. 5.3, з), последние плоские или с шейкой под отбортовку.
По другой классификации различают фланцы свободные (рис. 5.3, з, и, к), воротниковые (рис. 5.3, а, б, ж, з) и плоские (рис. 5.3, в, г, д, е).
| ||||||||||
| а | б | в | г | д | е | ж | з | и | к | |
| Рис. 5.3. – Типы фланцев. |
Фланцы имеют размеры, зависящие от диаметра трубы (Dy) и давления (Py), но присоединительные размеры всех фланцев одинаковы для одинаковых Dy и Py.
Раструбные соединения. Раструбные соединения (рис. 5.4) применяются при прокладке некоторых видов стальных, чугунных, керамиковых, стеклянных, фаолитовых, асбоцементных труб, а также труб из пластмасс. Его преимущество – относительная простота и дешевизна. В то же время ряд недостатков: трудность разъема соединения, недостаточная надежность, возможность нарушения плотности при появлении незначительного перекоса смежных труб,– ограничивают применение этого вида соединений.
|
| Рис. 5.4.– Раструбное соединение. 1 – раструб, 2 – набивка |
Для уплотнения раструбного соединения (рис. 5.4) кольцевое пространство образуемое раструбом 1 одной трубы и телом другой, заполняют набивкой 2, в качестве которой используют промасленную прядь, асбестовый шнур или резиновые кольца. После чего наружный участок этого пространства зачеканивают или замазывают какой-либо мастикой. Метод ведения этих работ и род применяемых материалов зависят от материала труб. Так, раструбы чугунных водопроводных труб конопатят льняной прядью и зачеканивают увлажненным цементом, а в особо ответственных случаях заливают расплавленным свинцом, который затем также зачеканивают. Раструбы керамиковых канализационных труб заполняют до половины пеньковой смоляной прядью. Вторая половина заполняется белой, хорошо промятой глиной. В жилищном строительстве заделка раструбов чугунных труб осуществляется асфальтовой мастикой.
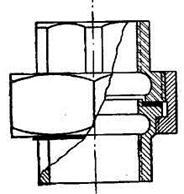
Специальные приспособления. Используется большое количество разнообразных специальных соединений для труб. Однако наиболее распространенными являются легкоразборные. В качестве примера рассмотрим соединение с помощью соединительной гайки (рис. 5.5.)
|
| Рис. 5.5.– Соединительная гайка. |
Соединительная гайка состоит из трех металлических частей (1, 2 и 4) и мягкой прокладки 3. Основные части гайки 1 и 4 навертываются на короткие резьбы труб. Средняя часть – накидная гайка 2 – стягивает между собой эти основные части. Герметичность соединения достигается мягкой (резиновой, асбестовой, паронитовой) прокладкой 3. Благодаря наличию прокладки накидная гайка не соприкасается с протекающей по трубам средой, а потому опасность заедания гайки сводится к минимуму.
Соединение труб сваркой, пайкой и склеиванием. В промышленности широкое распространение получили методы соединения труб сваркой, пайкой и склейкой. Сваркой или пайкой можно соединять трубы из черных металлов (кроме чугунных), цветных металлов, а также из винипласта.
Отличие сварки от пайки заключается в том, что в первом случае для соединения труб используется такой же материал, как и тот, из которого они изготовлены. Во втором – сплав (припой) с температурой плавления существенно меньшей, чем у материала трубы. Припои принято делить на две группы – мягкие и твёрдые. К мягким относятся припои с температурой плавления до 300 °С, к твёрдым – выше 300 °С. Кроме того, припои существенно различаются по механической прочности. Мягкими припоями являются оловянно-свинцовые сплавы (ПОС). Большое количество оловянно-свинцовых припоев содержит небольшой процент сурьмы. Наиболее распространёнными твёрдыми припоями являются медно-цинковые (ПМЦ) и серебряные (ПСр) с различными добавками.
Стоимость подготовки труб под сварку и стоимость самой сварки во много раз ниже стоимости фланцевого соединения (пары фланцев, прокладки, болтов с гайками, работы по посадке фланца на трубу). Хорошо выполненное сварное соединение весьма долговечно и не требует ремонта и связанных с этим остановок производства, что имеет место, например, при вырывании прокладок у фланцевого соединения.
На сварном трубопроводе фланцы ставят лишь в местах установки арматуры. Возможны, однако, случаи применения стальной арматуры с концами под приварку.
Несмотря на преимущества сварки и пайки труб перед другими видами соединений, их не следует производить в трех случаях:
· если передаваемый по трубам продукт действует разрушающе на наплавленный металл или на нагреваемые при сварке концы труб;
· если трубопровод требует частой разборки;
· если трубопровод находится в цехе, характер производства которого исключает работу с открытым пламенем.
При соединении труб из углеродистой стали может быть применена как кислородно-ацетиленовая (газовая), так и электродуговая сварка. Газовая сварка имеет по сравнению с электродуговой следующие преимущества:
· металл в шве получается более вязким;
· работы могут быть произведены в трудно доступных местах;
· потолочные швы выполняются гораздо легче.
Электродуговая сварка имеет, однако, свои преимущества:
· она в 3-4 раза дешевле газовой сварки;
· свариваемые детали прогреваются слабее.
При подготовке к сварке труб толщиой не менее 5 мм кромки труб запиливают под углом 30-45°. Внутренняя часть стенки остается нескошенной на толщине 2-3 мм. Для обеспечения хорошего провара труб между ними оставляют зазор 2-3 мм. Этот зазор предохраняет также концы труб от сплющивания и изгибания. По наружной поверхности шва наплавляют усиливающий валик высотой 3-4 мм. Для предохранения от попадания капелек расплавленного металла внутрь трубы шов не доваривают на 1 мм до внутренней поверхности трубы
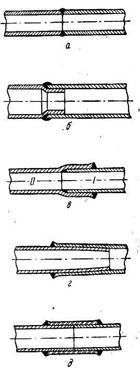
Соединение труб из цветных металлов с помощью сварки или пайки производится по одному из способов, показанных на рис. 5.6.
|
| Рис. 5.6. Соединение труб из цветных металлов и пластмасс. |
Сварка встык (рис. 5.6, а) широко применяется при соединении свинцовых и алюминиевых труб. Сваркой (пайкой) с разбортовкой и подкаткой концов (рис.21, б, в и г) пользуются при соединении свинцовых и медных труб. В тех случаях, когда к соединению предъявляются требования особенно высокой прочности, сварной шов выполняется, как показано на рис. 5.6, д.
Для усиления шва при соединении алюминиевых труб проводят наплавку металла валиком (рис. 5.6, а), а при соединении свинцовых и медных труб наружные края труб, кроме того, слегка отбортовывают (рис. 5.6, б, в, г).
Соединение алюминиевых и свинцовых труб производится наплавкой металла, одинакового с основным металлом труб, т. е. сваркой; соединение медных труб – как сваркой, так и пайкой (твердым припоем).
Трубы из фаолита можно соединять путем склеивания по способам, показанным на рис. 5.6, в, д. Трубы из винипласта соединяют по способам, показанным на рис. 5.6, а, б и в, причем соединение по способу, показанному на рис. 5.6, б, отличается большой прочностью.
Раздел 2. Температурное удлинение трубопроводов и его компенсация.
Температура нормальной эксплуатации трубопроводов отличается, часто существенно, от температуры при которой производился их монтаж. В результате температурных удлинений в материале труб возникают механические напряжения, которые, если не принять специальных мер, могут привести к их разрушению. Такие меры называются компенсацией температурных удлинений или просто – температурной компенсацией трубопровода.
|
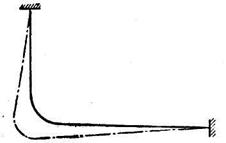
| Рис. 5.7. Изгиб трубопровода при самокомпенсации |
Простейшим и наиболее дешевым методом температурной компенсации трубопроводов является так называемая «самокомпенсация». Сущность этого метода заключается в том, что трубопровод прокладывается с поворотами таким образом, чтобы прямые участки не превышали определенной расчетной длины. Прямой участок трубы, расположенный под углом к другому его отрезку и составляющий с ним одно целое (рис. 5.7), может воспринять его удлинение за счет собственной упругой деформаций. Обычно оба расположенные под углом участка трубы взаимно воспринимают тепловые удлинения и таким образом играют роль компенсаторов. Для иллюстрации на рис. 5.7 сплошной линией изображен трубопровод после монтажа, а штрихпунктирной – в рабочем, деформированном состоянии (деформация утрирована).
Самокомпенсация легко осуществляется на трубопроводах из стали, меди, алюминия и винипласта, так как эти материалы обладают значительной прочностью и эластичностью. На трубопроводах из других материалов удлинение воспринимается обычно с помощью компенсаторов, описание которых дается ниже.
Пользуясь деформацией прямого участка трубы, можно, вообще говоря, воспринять тепловое удлинение любой величины при условии, что компенсирующий участок имеет достаточную длину. На практике, однако, обычно не идут дальше значений 400 мм для стальных труб и 250 мм для винипластовых.
Если самокомпенсация трубопровода недостаточна для разгрузки температурных напряжений или ее невозможно осуществить, то прибегают к использованию специальных устройств, в качестве которых применяют линзовые и сальниковые компенсаторы, а также компенсаторы гнутые из труб.
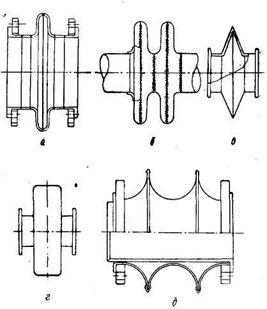
Линзовые компенсаторы. Работа линзового компенсатора основана на прогибе круглых пластин или волнообразных уширений, составляющих тело компенсатора. Линзовые компенсаторы могут быть изготовлены из стали, красной меди или алюминия.
По способу выполнения различают следующие типы линзовых компенсаторов: сварные из отштампованных полуволн (рис. 5.8, а и б), сварные тарельчатые (рис. 5.8, в ), сварные барабанные (рис. 5.8, г) и предназначенные специально для работы на вакуум-трубопроводах (рис. 5.8, д).
|
| Рис. 5.8.– Линзовые компенсаторы. |
Общими преимуществами линзовых компенсаторов всех без исключения типов является их компактность и нетребовательность в отношении обслуживания. Эти преимущества в большинстве случаев обесцениваются существенными их недостатками. Основные из них следующие:
· линзовый компенсатор создает значительные осевые усилия, действующие на неподвижные опоры трубопровода;
· ограниченная компенсирующая способность (максимальная деформация линзового компенсатора не превышает 80 мм):
· непригодность линзовых компенсаторов для давлений выше 0,2-0,3 МПа;
· сравнительно высокое гидравлическое сопротивление;
· сложность изготовления.
В силу перечисленных соображений линзовые компенсаторы применяются очень редко, а именно при совпадении ряда специфических условий: при низком давлении среды (от вакуума до 0,2 МПа), при наличии трубопровода большого диаметра (не менее 100 мм), при малой длине участка, обслуживаемого компенсатором (обычно не более 20 м), при передаче по трубопроводу газов и паров, но не жидкостей.
| |||
| Рис. 5.9. – Сальниковый компенсатор |
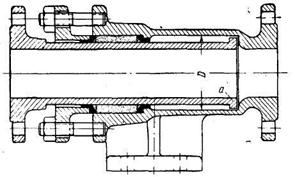
Сальниковые компенсаторы. Простейший тип сальникового компенсатора (так называемый односторонний неразгруженный компенсатор) показан на рис. 5.9. Он состоит из корпуса 4 с лапой (которой он крепится к неподвижной опоре), стакана 1 и сальника. Последний включает, сальниковую набивку 3 и грундбуксу (уплотнитель набивки) 2. Набивка сальника выполняется обычно из натертого графитом асбестового шнура, уложенного в виде отдельных колец. Стакан и корпус присоединяются посредством фланцев к трубопроводу. Стакан имеет бортик (помечен буквой а), предотвращающий выпадение стакана из корпуса.
Основными достоинствомами сальниковых компенсаторов являются их компактность и значительная компенсирующая способность (обычно до 200 мм и выше).
Недостатки сальниковых компенсаторов:
· большие осевые усилия,
· необходимость периодического обслуживания сальников (что требует остановки трубопровода),
· возможность пропуска (протечки) среды через сальник,
· возможность заедания сальника, приводящая к поломке какой-либо детали трубопровода.
Заедание сальника может произойти вследствие неточной укладки трубопровода по прямой линии, оседания одной из опор в процессе эксплуатации, искривления продольной оси трубопровода под влиянием температурных изменений в ответвлении, разъедания поверхностей скольжения и отложения на них накипи или ржавчины.
В силу перечисленных недостатков сальниковые компенсаторы на трубопроводах общего назначения применяются чрезвычайно редко (например, на теплотрассах в стесненных городских условиях). Они находят применение на трубопроводах, выполненных из таких материалов, как: чугун (ферросилид и антихлор), стекло и фарфор, фаолит. Эти материалы по своим свойствам требуют укладки на жесткие основания, которые могут обеспечить хорошую работу сальниковых компенсаторов и из-за своей хрупкости исключают возможность применения самокомпенсации. Сальниковые компенсаторы, устанавливаемые на трубопроводах из этих материалов, выполняются из коррозионностойких материалов, что исключает заедание от ржавления трущихся поверхностей.
Все прочие трубопроводы, требующие компенсации тепловых удлинений, рекомендуется выполнять самокомпенсируемыми или снабжать, по возможности, компенсаторами из гнутых труб. О них ниже.

|
| Рис. 5.10. Лирообразные компенсаторы. а – гладкий; б – складчатый; в – волнистый. |
Компенсаторы, гнутые из труб. Компенсаторы этого типа в условиях предприятий и на магистральных трубопроводах являются наиболее распространенными. Гнутые компенсаторы выполняются из стальных, медных, алюминиевых и винипластовых труб.
 а
а
|
 б
б
|
| Рис. 5.11.– Гнутые компенсаторы а – П-образный; б – S-образный |
В зависимости от способа изготовления различают компенсаторы: гладкие (рис. 5.10, а), складчатые (рис. 5.10, б), волнистые (рис. 5.10, в), а в зависимости от конфигурации – лирообразные (рис. 5.10), П-образные (рис. 5.11, а) и S-образные (рис. 5.11, б).
Под термином «складчатый» понимается компенсатор, кривизна которого получается вследствие образования складок на внутренней поверхности изгибов, под термином «волнистый» – компенсатор, имеющий на криволинейных участках волны по всему сечению трубы. Основное различие между этими компенсаторами заключается в их компенсирующей способности и гидравлическом сопротивлении. Если принять компенсирующую способность гладкого компенсатора за единицу, то при прочих равных условиях компенсирующая способность складчатого компенсатора составит около 3, а волнистого около 5 – 6. В то же время гидравлическое сопротивление этих устройств минимально у гладкого и максимально у волнистого компенсатора.
К недостаткам гнутых компенсаторов всех без исключения типов следует отнести:
· значительные габариты, затрудняющие применение этих компенсаторов в тесных местах;
· сравнительно большое гидравлическое сопротивление;
· возникновение со временем явлений усталости в материале компенсатора.
Наряду с этим гнутые компенсаторы обладают следующими преимуществами:
· значительной компенсирующей способностью (обычно до 400 мм);
· незначительной величиной осевых усилий, нагружающих неподвижные опоры трубопровода;
· легкостью изготовления на месте монтажа;
· нетребовательностью в отношении прямолинейности трубопровода и появления перекосов в нем в процессе работы;
· простотой эксплуатации (не требует обслуживания).
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 3576; Нарушение авторских прав?; Мы поможем в написании вашей работы!