КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Правила приемки
|
|
|
|
Маркировка и упаковка
Маркировка и упаковка - по ДСТУ 3058 (ГОСТ 7566).
Арматурный прокат в прутках упаковывают в связки массой не более 15 т. Массу связки устанавливают по соглашению изготовителя с потребителем.
При поставке арматурного проката в мотках каждый моток должен состоять из одного отрезка. Допускается поставка мотков, состоящих из двух отрезков, в количестве не более 10 % от массы партии.
Моток должен быть плотно перевязан. Количество увязок оговаривают в заказе (контракте).
Арматурный прокат должен иметь прокатную маркировку с шагом t1 не более 1,5 м в виде точек, выступов, других знаков или соответствующие изменения периодического профиля, обозначающие:
- предприятие-изготовитель;
- класс арматурного проката.
Допускаются другие виды маркировки арматурного проката.
Вид маркировки изготовитель согласовывает с потребителем.
Каждая связка прутков или каждый моток должны иметь ярлык в соответствии с ДСТУ 3058 (ГОСТ 7566) с дополнительным указанием номинального диаметра арматурного проката в миллиметрах.
Арматурный прокат принимают партиями.
Партия должна состоять из арматурного проката одного класса и одного диаметра, изготовленного из одной плавки-ковша.
Партия арматурного проката должна сопровождаться документом о качестве по ДСТУ 3058 (ГОСТ 7566) с дополнительными данными:
- номинальный диаметр, мм;
- результаты испытаний на изгиб в холодном состоянии.
При регламентации по требованию потребителя релаксации напряжений, усталостной прочности, изгиба с разгибом в документе о качестве приводят результаты этих испытаний.
По требованию потребителя должен быть указан химический состав стали по ковшевой пробе.
Заготовка арматурной стали, поставляемой в мотках. Правку и резку арматурной стали диаметром от 3 до 12 мм классов Вр-1 (холоднокатаная проволочная арматура периодического профиля), А-1 (А240), А-11 (А300) и А-111 (А400) (горячекатаная стержневая арматура), поставляемой в мотках, производят на правильно-отрезных станках следующих типов: установка СМЖ-357, станки И-6022А, ГД-162-01 и ИВ-6118 (рис).

Таблица
Технические характеристики правильно-отрезных станков
| Показатели | СМЖ-357 | И-6022А | ГД-162-01 | ИВ-6118 |
| Диаметр перерабатываемой стали, мм: | 4 - 10 | 6 - 16 | 6 - 16 | 2,5 – 6,3 |
| гладкой | ||||
| Периодического профиля | 6 - 8 | 6 - 12 | 6 - 12 | - |
| Длина заготовляемых прутков, мм | 1000 - 9000 | 1000 - 9000 | 1000 - 9000 | 1000 - 6000 |
| Точность резки прутков при длине 6 м, мм | +3 – 2 |  3 3
| 6
| 4
|
| Скорость подачи и правки арматуры, м/мин | 31;45;63;90 | 30;45;60;90 | 30;52;75 | 30;45;60;90 |
| Мощность электродвигателя, кВт | 12,6 | 21,5 | ||
| Габариты, м | 12,1 х 1,5 х 1,21 | 1,217 х 1,56 х 2,0 | 12,04 х 1,35 х 1,635 | 8,2 х 0,35 х 1,35 |
| Масса, кг |
Принцип работы этих станков одинаков. Станки имеют подающие ролики, вращающийся барабан, отрезное устройство гильотинного типа, приемно-выдающее устройство с продольными канавками для направления выправленных стержней и поворотной планкой, закрывающей канавку при приемке стержня и откидывающейся при его сбросе, размоточное устройство и ограждения.
Команда на работу отрезного механизма дается после прохода стержня к узлу конечного выключателя, устанавливаемого на приемном устройстве на требуемой длине с учетом прохода стержня по инерции до жесткого упора. Это гарантирует получение стержня с достаточно высокой точностью по длине. В узле конечного выключателя имеется отверстие для пропуска в направляющую продольную канавку приемного устройства шомпола, позволяющего изменять размеры заготовок без перестановки конечного выключателя, что упрощает переналадку станка при заготовке стержней различной длины. Станки поставляются с приемно-выдающим устройством длиной 6 м. Для получения стержней большей длины применяют дополнительные секции этого устройства длиной 2 – 3м. Станки стабильно работают при заготовке прутков длиной от 1000 до 9000 мм. При заготовке на этих станках коротких стержней от 100 до 1000 мм применяется резка прутков на заданную длину на механических ножницах, что увеличивает трудозатраты.
Станки для резки арматуры.
Арматурные стержни диаметром от 10 до 40 мм, поставляемые в прутках из стали классов А-1 (А240), А-11 (А300), А-111 (А400), А-1V (А600), Ат-111С (термомеханически упрочненная арматурная сталь), Ат-1УС, Ат-У заготавливают на механических и гидравлических приводных станках для резки арматурной стали, оснащенных роликовыми столами для подачи арматуры.
Арматурный прокат в прутках изготовляют мерной и немерной длины от 6 до 12 м. По соглашению изготовителя с потребителем допускается изготовление прутков длиной менее 6 м и более 12м. Длину мерных прутков указывают в заказе (контракте).
Предельные отклонения по длине мерных прутков могут быть от 0 до +100 мм, Допускается установление других предельных отклонений по соглашению изготовителя с потребителем (ДСТУ 3760-98).
Примеры условного обозначения:
Арматурный прокат диаметром 20 мм класса А1000:
20 A1000 ДСТУ 3760-98
Арматурный прокат диаметром 3 мм класса А400С свариваемый:
8 А400С ДСТУ 3760-98.
Заготовляемые стержни должны быть прямыми, без заусенцев и загибов по концам. Отклонения от прямолинейности стержней на 1 м длины не должны превышать 6 мм.
Для мерной резки стержневой арматуры преимущественно применяют механические станки типа СМЖ-172Б, СМЖ-322А и гидравлические – СМЖ-133А, СМЖ-175А и СМЖ-214А. Станки оснащают роликовыми или корытообразными столами с передвижными упорами.
По производительности и эксплуатационным качествам наиболее эффективен механический станок СМЖ-322А (рис). Станок комплектуется
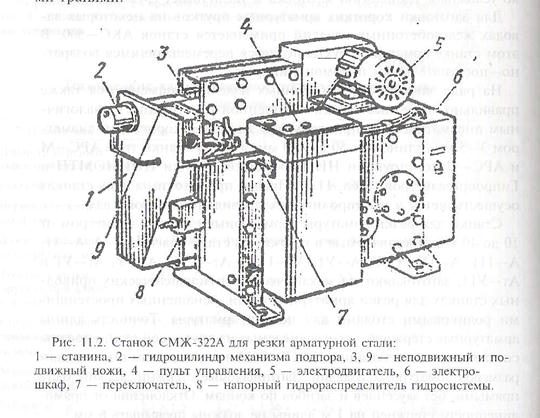
|
механизмом противодавления резки, обеспечивающим срез стержня перпендикулярно к его оси, без заусенцев и загибов по концам. Большая толщина ножей повышает их износостойкость и позволяет работать несколькими гранями с поворотом ножей при износе. Для особо чистой резки стали могут устанавливаться ножи с полукруглыми режущими гранями.
Механический станок СМЖ-172Б также имеет высокую производительность. Он предназначен в основном для резки арматурной стали класса А-1 (А240) диаметром до 40 мм.
Для заготовки коротких арматурных прутков на некоторых заводах ж/б изделий применяют станки АКС-500. В этом станке арматура с бухты подается перемещающимся возвратно-поступательным пневмоцилиндром.
На некоторых заводах применяют также правильно-отрезные станки собственной конструкции с аналогичным пневматическим приводом для заготовки коротышей диаметром 3 – 5 мм, длиной от 50 до 400 мм. А также станки типа АРС-М и АРС-П конструкции НИИПромстроя. Правка проволоки на этих станках осуществляется в многороликовых правильных устройствах.
Таблица
Технические характеристики станков для заготовки коротких стержней
| Показатели | АКС-500 | СМЖ-192 | АРС-М | АРС-П |
| Диаметр отрезаемых стержней, мм | 3 - 6 | 3 - 10 | 3 - 5 | 3 – 5 |
| Длина отрезаемых стержней, мм: наименьшая | ||||
| наибольшая | ||||
| Мощность электродвигателя, кВт | - | 5,2 + 7,5 | - | |
| Давление воздуха, МПа | 0,5 | - | 0,5 | 0,5 |
| Число резов в минуту | 70 - 400 | |||
| Габариты, м | - | 2,565 х 1,04 х 1,47 | 1,16 х 1,04 х 0,66 | 2,8 х 1,12 х 0,52 |
| Масса, кг |
Станок СМЖ-133А имеет гидравлический привод. Он удобен и надежен в эксплуатации в технологических линиях по безотходной сварке и мерному раскрою стержневой арматуры.
Станок СМЖ-175А с гидравлическим приводом, предназначен для резки арматурной стали диаметром от 40 до 80 мм. Применяют в цехах, выпускающих параллельно с арматурными каркасами железобетонных изделий товарную арматуру для строительства крупных сооружений.
Ручные механизированные гидравлические ножницы СМЖ-214А предназначены для вырезки окон в сетке или резки отдельных стержней диаметром до 12 мм класса А-1 (А240) и диаметром до 10 мм класса А-111 (А400). Этот станок оснащен насосной станцией, смонтированной на тележке и соединенной гибким шлангом с режущей головкой.
Таблица
Технические характеристики станков для резки арматурной стали
| Показатели | СМЖ-172Б | СМЖ-322А | СМЖ-133А | СМЖ-175А | СМЖ-214А |
| Наибольший диаметр,мм, арматурной стали классов: А-1 (А240) | |||||
| А-11 (А300) | |||||
| А-111 (А400) | - | ||||
| А-1У (А600), Ат-1У | - | - | |||
| Число ходов ножа в минуту | 10 - 15 | 3 - 6 | |||
| Наибольшее усилие резания, кН | |||||
| Ход ножа, мм | |||||
| Тип привода | Механический | Гидравлический | |||
| Мощность электродвигателя, кВт | 3,5 | 5,5 | 7,5 | 2,2 | |
| Габариты, м | 1,1 х 0,425 х 0,805 | 1,5 х 0,685 х 0,845 | 1,62 х 0,48 х 0,925 | 1,605 х 0,595 х 1,52 | 1,0 х 0,53 х 0,865 |
| Масса, кг |
Для резки сварных арматурных сеток в поперечном направлении при их изготовлении на многоточечных сварных машинах и автоматизированных линиях применяются пневматические ножницы СМЖ-60А, СМЖ-771 и СМЖ-325А. Для резки сеток в продольном направлении при их изготовлении в две полосы на автоматизированных линиях используют устройство СМЖ-62А.
Таблица
Технические характеристики станков для резки сеток
| Показатели | Тип станка | ||
| Ножницы СМЖ-60А, СМЖ-771 | Ножницы СМЖ-325А | Устройство СМЖ-62А | |
| Максимальнвй диаметр разрезаемой арматуры, мм | |||
| Максимальная ширина разрезаемой сетки, мм | |||
| Число одновременно разрезаемых прутков | |||
| Усилие резания, кН | Переменное | ||
| Габариты, м | 2,14 х 5,01 х 2,7 1,155х5,04х2,21 | 1,79 х 1,98 х 2,56 | 3,85 х 1,02 х 1,17 |
| Масса, кг | 3300; 2400 |
Для резки сортового и фасонного проката, листа и пробивки отверстий при изготовлении закладных деталей применяют комбинированные пресс-ножницы С-229А, НБ-633 и Н-5222.
Комбинированные пресс-ножницы С-229А предназначены для резки круглого, уголкового, швеллерного и квадратного проката, листа, а также пробивки отверстий и треугольной высечки, необходимой при заготовке закладных деталей.
Пресс-ножницы НБ-633 и Н-5222 близки по конструкции и принципу действия пресс-ножницам С-229А. Они отличаются в основном повышенной мощностью электродвигателя.
Таблица
Технические характеристики комбинированных пресс-ножниц
| Показатели | С-229А | НБ-633 | Н-5222 |
| Размеры разрезаемого проката, мм: | |||
| Диаметр круглой стали, квадратная сталь | |||
| Сталь листовая (толщиной) | |||
| Полосовая сталь | 20 х 40 | 20 х 140 | 20 х 140 |
| Уголковая сталь | 90 х 90 х 10 | 120х120х12 | 120х120х12 |
| швеллеры | |||
| Наибольший диаметр пробивного отверстия (при толщине материала 15 мм), мм | |||
| Число ходов ножа в минуту | |||
| Габариты, м | 1,5х0,6х1,25 | 1,725х0,82х1,95 | 1,885х0,582х1,95 |
| Масса, кг |
Станки для гибки арматуры.
Для гибки арматурных стержней применяются универсальные станки СМЖ-173А и СМЖ-179А. Принцип действия станков одинаков.
Станок СМЖ-173А состоит из рамы, редуктора, плиты, приспособлений для гибки прутков, электрооборудования и педального управления.
Таблица
Технические характеристики станков для гибки стержневой арматуры
| Показатели | СМЖ-173А | СМЖ-179А |
| Максимальный диаметр, мм изгибаемого прутка из стали класса: А-1 (А240) | ||
| А-111 (А-400) | ||
| Радиус изгиба прутков, мм | 12 - 55 | 40 – 120 |
| Частота вращения гибочного диска, об/мин | 4; 14 | 1; 2 |
| Мощность электродвигателя, кВт | 8,5; 9,5 | |
| Габариты, м | 0,760х0,790х0,790 | 2,015х1,52х0,860 |
| Масса, кг |
Для гнутья арматурных сеток и плоских каркасов из арматурной стали диаметром до 12 мм на угол до 900 применяется станок СМЖ-353А (рис).
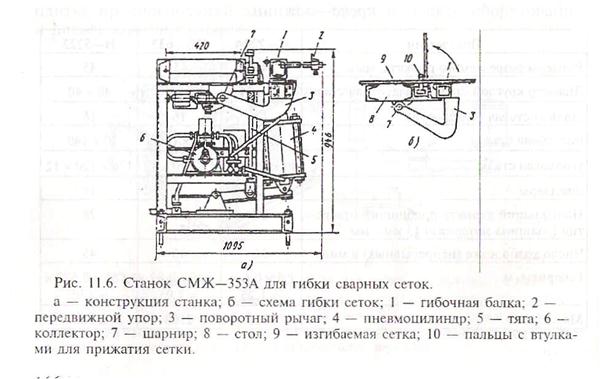
Размеры изгибаемой стороны сетки могут быть до 3000, 6000 и 9000 мм при компоновке станка соответственно из одной, двух или трех секций. З несколько ходов гибочной балки станка с перестановкой сетки она может приобрести форму замкнутого контура.
Гибку монтажных петель, хомутов и анкерных стержней выполняют на станках СМЖ-173А и СМЖ-179А.
Изготовление сварных сеток и плоских каркасов.
Сварка арматуры – это получение неразъемных соединений путем установления межатомных связей между свариваемыми частями при нагреве до оплавления и (или) пластического деформирования.
Классификация сварки металлов по основным физическим, техническим и технологическим признакам (ГОСТ 19521-74).
Основные признаки и ступени классификации приведены в табл. 1.
Таблица 1
| Группа признаков | Наименование признаков | Наименование ступеней классификации |
| Физические | Форма энергии, используемой для образования сварного соединения | Класс |
| Вид источника энергии, непосредственно используемого для образования сварного соединения | Вид | |
| Технические | Способ защиты металла в зоне сварки Непрерывность сварки Степень механизации сварки | - |
| Технологические | Установлены для каждого вида сварки отдельно | - |
Классификация сварки по физическим признакам приведена в табл. 2
Таблица 2
| Класс сварки | Вид сварки |
| Термический | Дуговая Электрошлаковая Электронно-лучевая Плазменно-лучевая Ионно-лучевая Тлеющим разрядом Световая Индукционная Газовая Термитная Литейная |
| Термомеханический | Контактная Диффузионная Индукционнопрессовая Газопрессовая Термокомпрессионная Дугопрессовая Шлакопрессовая Термитнопрессовая Печная |
| Механический | Холодная Взрывом Ультразвуковая Трением Магнитоимпульсная |
Примечания:
1 Диффузионная сварка может осуществляться с применением большинства источников энергии, используемых при сварке металлов, но выделяется как самостоятельный вид сварки по относительно длительному воздействию повышенной температуры и незначительной пластической деформации.
2 В комбинированных технологических процессах возможно одновременное использование разных видов сварки.
| Термин | Определение |
| Термический класс сварки | Виды сварки, осуществляемые плавлением с использованием тепловой энергии |
| Термомеханический класс сварки | Виды сварки, осуществляемые с использованием тепловой энергии и давления |
| Механический класс сварки | Виды сварки, осуществляемые с использованием механической энергии и давления |
Сварные арматурные изделия подразделяют на типы (ГОСТ 10922-90):
- арматурные сетки;
- арматурные каркасы;
- отдельные стержни арматуры со сварными стыковыми соединениями по длине стержня.
Арматурные сетки
Сварные арматурные сетки изготовляют из стержней, расположенных в двух взаимно перпендикулярных направлениях и соединенных в местах пересечений сваркой (крестообразное соединение).
Сетки изготовляют с квадратными или прямоугольными ячейками.
В одном направлении сетки имеют стержни одинакового диаметра.
Сетки изготовляют с расположением рабочей арматуры:
- в одном направлении (продольном или поперечном) и распределительной арматурой в другом направлении;
- в обоих направлениях.
Сетки изготовляют плоскими или рулонными.
Рулонными изготовляют сетки с продольными стержнями из арматурной проволоки диаметрами до 5 мм включ. при поперечных стержнях диаметрами до 10 мм включ.
Сетки с продольными и поперечными стержнями диаметрами от 3 до 10 мм включ. изготовляют с поперечными стержнями на всю ширину сетки или со смещенными поперечными стержнями.
Арматурные каркасы
Сварные арматурные каркасы изготовляют из продольных и поперечных стержней, соединенных в местах пересечений сваркой (крестообразное соединение).
Продольные и поперечные стержни каркасов в одном направлении имеют стержни одинакового или разных диаметров.
Каркасы изготовляют плоскими или пространственными.
Плоские каркасы имеют поперечные стержни, расположенные в одной плоскости и предназначенные для армирования линейных изгибаемых или растянутых железобетонных элементов и конструкций с малой шириной поперечного сечения.
Пространственные каркасы изготовляют с поперечными стержнями, расположенными в разных плоскостях.
Сварные закладные изделия подразделяют на два основных типа: открытые и закрытые.
В зависимости от расположения анкерных стержней относительно плоского элемента различают закладные изделия с перпендикулярным, наклонным, параллельным или смешанным расположением анкерных стержней.
Типы закладных изделий и взаимное расположение их элементов приведены в приложении (рис).
К сварным крестообразным соединениям с ненормируемой прочностью, применяемым для обеспечения взаимного расположения стержней арматурных изделий в процессе их транспортирования, изготовления и бетонирования конструкций (при отсутствии указаний о нормируемой прочности этих соединений в рабочих чертежах изделий), относят:
1) соединения в плоских и рулонных сетках с рабочей арматурой из арматурной стали периодического профиля, независимо от ее класса и диаметра;
2) соединения в местах пересечения продольной арматуры пространственных каркасов с поперечной арматурой в виде непрерывной спирали или замкнутых хомутов;
3) соединения в местах пересечения продольных или поперечных стержней плоских каркасов, и в местах пересечения стержней сеток со стержнями, объединяющими их в пространственные каркасы, если последние применяют для армирования изгибаемых железобетонных элементов, не работающих на кручение.
ВЗАИМНОЕ РАСПОЛОЖЕНИЕ ЭЛЕМЕНТОВ ЗАКЛАДНЫХ ИЗДЕЛИЙ
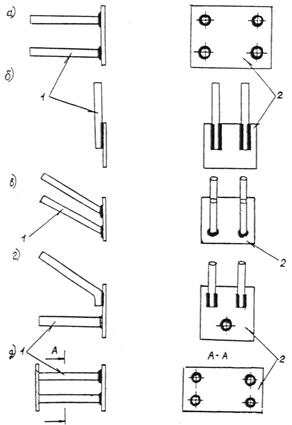
а, б, в, г - закладные изделия открытого типа (соответственно с перпендикулярным,
параллельным, наклонным и смешанным расположением анкерных стержней);
д - закладное изделие закрытого типа (с перпендикулярным расположением
анкерных стержней); 1- анкерные стержни; 2 - плоский элемент
В зависимости от положения соединяемых стержней или стержней с пластинами закладных деталей используют следующие основные типы сварных соединений (рис):
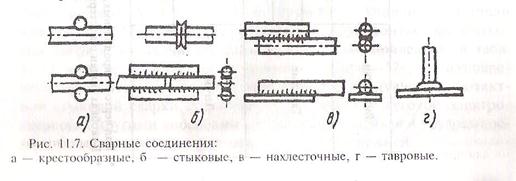
|
- крестообразные, в которых один стержень расположен перпендикулярно другому;
- стыковые, применяемые для наращивания стержней по длине;
- нахлесточные, используемые для наращивания стержней по длине и соединению их с пластинами;
- тавровые, которые служат для соединения стержней с пластинами закладных деталей.
Крестообразные соединения следует выполнять преимущественно контактной точечной сваркой. Этот способ позволяет механизировать и автоматизировать процесс изготовления плоских сварных арматурных изделий (сеток, каркасов) из стали классов Вр-1, А-1 (А240), А-11 (А300), А-111 (А400) и Ат-111С, а также упростить технологию производства пространственных каркасов путем их сборки из плоских сварных сеток и каркасов. В сетках и каркасах стержни сваривают во взаимно перпендикулярных направлениях. Плоский каркас представляет собой плоскую конструкцию, состоящую из плоских продольных стержней, соединенных поперечными монтажными стержнями. Такие каркасы иногда называют узкими сетками. Условно принято, что сетки включают в себя не менее 5 продольных стержней, плоские каркасы – не более 4. Каркасы с 2 продольными стержнями принято называть «лесенками».
Сварные арматурные сетки и плоские каркасы изготавливают контактной точечной сваркой в основном на высокопроизводительных многоэлектродных сварочных машинах, а при небольшом объеме работ – на одноточечных сварочных машинах. В исключительных случаяз сетки изготавливают ручной вязкой.
Многоэлектродные сварочные машины МТМ-160, МТМ-166 установлены в автоматизированных линиях.
Тяжелые сварные арматурные сетки и плоские каркасы из арматуры диаметром 12 – 40 мм производят на многоэлектродных сварочных машинах МТМ-32, МТМ-35, МТМК 3х100-4. Технические характеристики многоэлектродных сварочных машин приведены в (Табл.), одноточечных и подвесных (табл.), автоматизированных линий для производства легких сеток в (табл.).
Таблица
Технические характеристики одноточечных и подвесных контактных сварочных машин
| Тип машины | Ширина свариваемых сеток, каркасов, мм | Наибольшие диаметры свариваемой арматуры, мм | Номинальная потребляемая мощность, кВ А |
| МТ-2023 | |||
| МТ-1818 | |||
| МТ-1927 | |||
| МТ-827 | |||
| МТ-2103 | |||
| МТ-4218 | |||
| МТП-1110 | - | ||
| МТП-1111 | - | ||
| МТ-1409 | - |
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 1280; Нарушение авторских прав?; Мы поможем в написании вашей работы!