КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Микросварка
|
|
|
|
________________________________________________________________________________
К микросварке прибегают при проволочном и ленточном монтаже. Ввиду малых толщин соединяемых элементов (порядка 1,5мкм для площадки и несколько десятков мкм для перемычки) сварка должна выполняться без расплавления соединяемых элементов. Таким образом, все разновидности микросварки представляют собой сварку давлением. В этом случае прочность соединения обеспечивается электронным взаимодействием соединяемых поверхностей и взаимной диффузией материалов в твердой фазе, что, в свою очередь, требует применения пластичных материалов и обеспечения плотного контакта на достаточно большой площади. Так как необходимую площадь контакта можно получить лишь за счет пластической деформации перемычки, к материалу последней предъявляются требования пластичности. Для облегчения пластического течения материала, а также для ускорения взаимной диффузии, во всех видах микросварки предусматривается нагрев зоны соединения до температуры ниже эвтектической (во избежание расплавления).
Таким образом, все виды микросварки характеризуются температурой в зоне соединения 300-800°C и удельным давлением инструмента 100-200 Н/мм2.
В производстве нашли применение следующие разновидности микросварки: термокомпрессионная сварка (ТКС); сварка косвенным импульсным нагревом (СКИН); электроконтактная односторонняя сварка (ЭКОС); ультразвуковая сварка (УЗС) (рис. 9).
Основная тенденция развития методов микросварки - локализация тепла в зоне соединения и уменьшение теплового воздействия на изделие в целом, что позволяет повысить температуру сварки и применять для перемычек менее пластичные материалы (например, медь). Способ нагрева зоны соединения находит свое отражение в конструкции сварочного инструмента, схематически представленного на рис. 8. Независимо от вида микросварки в случае проволочного монтажа инструмент должен быть снабжен "капилляром" для направления проволоки под рабочую часть инструмента (на рис. 8 показан только для ТКС).
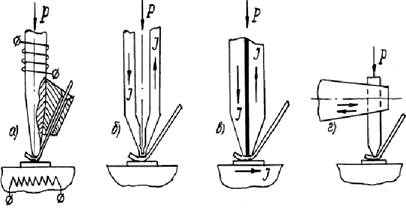
Рис. 9. Виды микросварки: а) ТКС; б) СКИН; в) ЭКОС; г) УЗС.
При ТКС (рис. 9,а) нагреву подвергают все изделие или инструмент (или то и другое), обеспечивая температуру порядка 400°C.
В случае СКИН (рис. 9,б) разогрев зоны соединения осуществляется только в момент сварки. Это достигается V-образной конструкцией инструмента, через который пропускается амплитудно-модулированный импульс тока с несущей частотой 0,5-1,5кГц. В результате температуру в зоне сварки можно повысить до 650°C.
Инструмент для ЭКОС (рис. 9,в) состоит из двух частей, разделенных изолирующей термостойкой прокладкой, которые являются составной частью электрической цепи. Последняя замыкается лишь при контакте с перемычкой. Таким образом, импульс тока проходит через свариваемый участок перемычки, причем тепло выделяется в зоне контакта. Температура в зоне сварки может быть повышена до 800°C, что дает возможность применять медные перемычки.
Ультразвуковая сварка может выполняться без специально организованного нагрева, т.к. тепло, необходимое для повышения пластичности, выделяется в результате трения перемычки о площадку. Сварочный инструмент жестко закрепляется в концентраторе магнитострикционной головки (рис. 9,г) и вместе с ним совершает продольные колебательные движения, "втирая" перемычку в площадку. Частота ультразвуковых колебаний выбирается в пределах 20-60кГц, а амплитуда - 0,5-2мкм.
_______________________________________________________________
|
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 957; Нарушение авторских прав?; Мы поможем в написании вашей работы!