КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Листовая штамповка
|
|
|
|
Листовая штамповка является широко распространённой и весьма прогрессивной разновидностью технологии обработки металлов давлением и в подавляющем большинстве случаев производится без использования нагрева. Используя в качестве исходной заготовки листовой материал (лист, ленту, полосу), штамповкой можно изготавливать большую номенклатуру самых разнообразных плоских и пространственных деталей, которые находят большое применение в машиностроении, автомобилестроении, самолётостроении, приборостроении, оборонной, электротехнической и лёгкой промышленности. Изделия листовой штамповки имеют массу и размеры от долей грамма и миллиметра (например, секундная стрелка ручных часов) до десятков килограммов и нескольких метров (облицовка автомобиля или самолёта). В качестве материалов листовой штамповки используют не только металлы, но и неметаллические материалы, такие, как пластмасса, органическое стекло, текстолит, гетинакс, фетр, кожа. Для изделий листовой штамповки характерно то, что толщина их элементов незначительно отличается от толщины исходной заготовки.
Широкое применение листовой штамповки обусловлено следующими её преимуществами:
1) возможностью изготовления изделий весьма сложной формы, прочных и жёстких при минимальной металлоёмкости, которую нельзя получить другими способами металлообработки;
2) высокой точностью штампуемых деталей, обеспечивающей их взаимозаменяемость;
3) хорошим качеством поверхности отштампованных деталей, что наряду с их точностью в большинстве случаев позволяет полностью исключить последующую механическую обработку или свести её к минимуму;
4) сравнительно небольшими отходами металла;
5) высокой производительностью труда даже при ручной подаче заготовок;
6) простотой механизации и автоматизации;
7) сравнительно низкой стоимостью изготавливаемых изделий.
Но по сравнению с холодной объёмной штамповкой листовая штамповка имеет следующие недостатки:
1) листовой прокат дороже круглых, квадратных или прямоугольных профилей той же массы, в связи с чем, например, стакан, полученный холодным выдавливанием, будет дешевле такого же стакана, полученного листовой штамповкой;
2) бόльшие отходы, обусловленные необходимостью вырубки заготовки из листового материала;
2) значительно бόльшие проблемы с потерей устойчивости, анизотропией и упругим пружинением, которые приводят к складкам, фестонам и искажению формы отштампованных изделий;
3) значительно меньшие возможности обеспечить заданное изменение толщины различных элементов изделия;
4) невозможность получить углы без радиусных закруглений, которые обычно имеют значительную величину;
5) значительно более низкую технологическую пластичность.
Все операции листовой штамповки делятся на разделительные и формоизменяющие.
К формоизменяющим операциям относятся гибка, вытяжка без утонения стенки, вытяжка с утонением стенки, обжим, раздача, отбортовка и формовка.
Гибка листового материала практически не отличается от показанной на рис. 4.65- а, б ковочной гибки, но осуществляется без нагрева заготовки, имеющей значительно меньшую толщину по сравнению с заготовкой, обычно используемой в процессах ковки.
Рис. 4.82. Вытяжка без утонения стенки: а – положение заготовки и инструмента перед первым переходом вытяжки; б – промежуточная стадия вытяжки; в – окончание первого перехода вытяжки; г – положение заготовки и инструмента перед последующим переходом вытяжки; д – промежуточная стадия вытяжки; е – окончание последующего перехода вытяжки: 1 – пуансон; 2 – матрица; 3 – прижим; 4 – заготовка | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
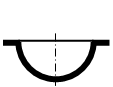
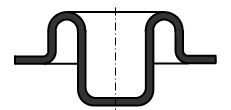
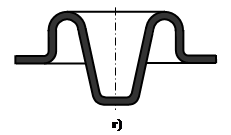
Рис. 4.83. Примеры форм изделий, получаемых вытяжкой (радиусы скругления условно не показаны; все конические участки могут быть сделаны криволинейными с выпуклостью в любую сторону) |
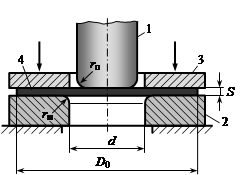
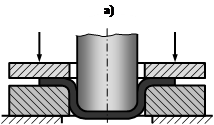












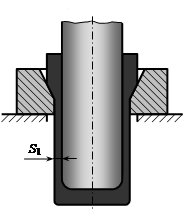
Вытяжка без утонения стенки – операция получения полого пространственного изделия из плоской заготовки (рис. 4.82- а – в) или увеличения высоты полого полуфабриката (рис. 4.82- г – е) путём протягивания через отверстие матрицы без принудительного уменьшения толщины обрабатываемого материала.
При втягивании в матрицу периферийной части заготовки её окружные размеры сокращаются, что может привести к образованию складок. Чем больше толщина листовой заготовки S, тем меньше вероятность образования складок. Для предотвращения образования складок применяют прижим 3 (рис. 4.82- а), который с определённой силой прижимает периферийную часть заготовки к горизонтальной плоскости матрицы. При достаточно большой толщине S в применении прижима нет необходимости.
Рис. 4.84. Изделия коробчатой формы, получаемые вытяжкой (скругления условно не показаны) |

Формы изделий, получаемые вытяжкой и характеризующие её технологические возможности, очень разнообразны. Некоторые из них показаны на рис. 4.83. Важно подчеркнуть, что с помощью изложенного и рассматриваемых далее способов вытяжки и других операций листовой штамповки можно получать не только изделия круглого поперечного сечения, но и называемые коробчатыми изделия квадратного или прямоугольного поперечного сечения (рис. 4.84), а также изделия намного более сложной формы типа крыльев или других элементов корпуса современных автомобилей.
                            
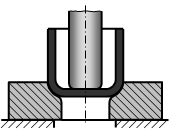
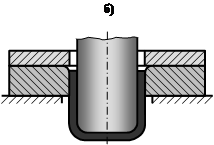
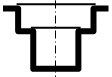
Рис. 4.85. Реверсивная вытяжка без утонения стенки: а – исходное положение заготовки и инструмента; б – промежуточная стадия вытяжки; в, г – возможные формы изделий |


Ещё более расширяет номенклатуру получаемых изделий обратная или реверсивная вытяжка, при которой стакан, полученный на первом переходе вытяжки, выворачивается наизнанку (рис. 4.85). Если для реверсивной вытяжки использовать полуфабрикат с фланцем, показанный на рис. 4.82- б, то можно получить изделие, представленное на рис. 4.85- в. При необходимости фланец можно сделать не плоским, а коническим или радиусным, выгнутым как вверх, так и вниз, а центральной части изделия придать любые формы типа показанных на рис. 4.83, например, форму, представленную на рис. 4.85- г. При этом дно центральной части может быть расположено не только ниже фланца, но и вровень с ним или выше него.
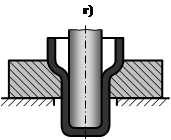
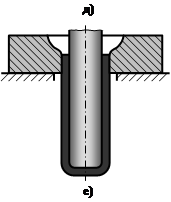
Рис. 4.86. Вытяжка с утонением стенки: а – исходное положение заготовки и инструмента; б – промежуточная стадия вытяжки |
Вытяжка с утонением стенки – операция увеличения высоты полого полуфабриката за счёт принудительного уменьшения толщины его стенки путём протягивания в более узком зазоре между пуансоном и матрицей (рис. 4.86). Достоинством вытяжки с утонением стенки является возможность получения значительно большего увеличения высоты изделия за один переход, чем при вытяжке без утонения стенки. Кроме того, применение конического пуансона вместо цилиндрического позволяет легко получить переменную толщину стенки, уменьшающуюся в верхнем направлении, что расширяет технологические возможности вытяжки. Вытяжку с утонением стенки применяют не только для получения изделий большой высоты, но и для получения изделий с толщиной стенки, меньшей толщины дна, а также для изготовления тонкостенных деталей, получение которых вытяжкой без утонения затруднительно в связи с большой вероятностью образования складок. В среднем для различных штампуемых материалов толщина стенки за один переход вытяжки с утонением может быть уменьшена в 1,5–3,3 раза.
 
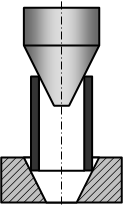
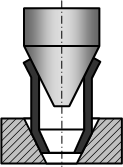
Рис. 4.87. Обжим: а – исходное положение заготовки и инструмента; б – процесс обжима |
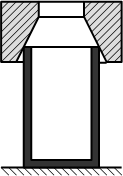

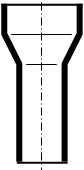
Обжим – операция уменьшения поперечных размеров краевой части полого полуфабриката путём её заталкивания в сужающееся отверстие матрицы (рис. 4.87). С помощью обжима получают различные формы горловин изделий (рис. 4.88). Если в качестве исходной заготовки использовать не стакан, а трубу, то в результате обжима можно получить те же формы горловин на изделиях без дна. Укажем, что при необходимости трубные заготовки получают листовой штамповкой в результате применения вытяжки с последующей вырубкой дна (таким способом можно сравнительно легко получить трубу с очень малым отношением толщины стенки к её диаметру, что весьма затруднительно сделать с помощью рассмотренных ранее способов производства труб). Местный нагрев обжимаемой части позволяет в результате обжима полностью закрыть отверстие исходной заготовки со слиянием края в единое целое вследствие происходящей сварки давлением (рис. 4.89).
Рис. 4.88. Примеры форм изделий, получаемых обжимом | ||||||||||||||||

 
Рис. 4.89. Примеры форм изделий, получаемых обжимом с местным нагревом обжимаемой части |
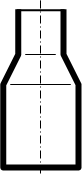
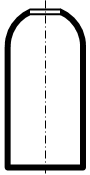
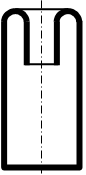
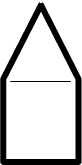
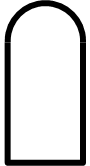
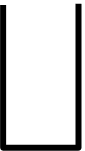
   
Рис. 4.90. Раздача пуансоном: а – исходное положение заготовки и инструмента; б – процесс раздачи |

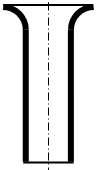
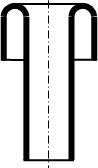
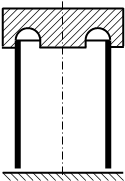
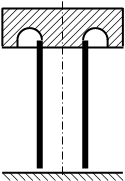
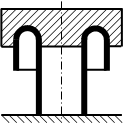
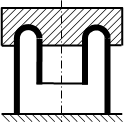
Раздача (растяжка) – операция увеличения поперечных размеров полого полуфабриката путём расширения его полости пуансоном или средой, находящейся под высоким давлением. Раздача пуансоном показана на рис. 4.90, а типовые формы получаемых в результате изделий – на рис. 4.91 (вместо сквозного отверстия все изделия могут иметь дно). Для ясного понимания процесса получения вывернутых горловин приведён рис. 4.92. Следует указать, что штампуемый материал, выведенный в результате обжима или раздачи на горизонтальный участок, склонен к самозаворачиванию, соответственно, внутрь или наружу даже при отсутствии криволинейного жёлоба, направляющего дальнейшую деформацию. Поэтому получение вывернутых горловин технической сложности не представляет. Большой перепад диаметров можно получить путём совмещения в одном переходе процессов раздачи и обжима (рис. 4.93).
Рис. 4.91. Примеры форм изделий, получаемых раздачей пуансоном | ||||||||||||||||||||||||||||||
Рис. 4.92. Получение вывернутых горловин: а – обжимом; б – раздачей |
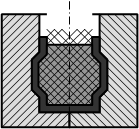
Примеры раздачи средой, находящейся под высоким давлением, показаны на рис. 4.94. В качестве такой среды обычно используют резину, полиуретан, а также воду или масло. После штамповки подобная среда легко удаляется из заготовок типа бидонов, имеющих полости с поднутрениями, а используемая матрица должна быть разъёмной. В результате раздачи за счёт сжатия только самой среды (рис. 4.94- а) обычно достигают увеличения диаметра в 1,2 раза. Если одновременно со средой сжимать и саму заготовку (рис. 4.94- б), то можно достичь и большего увеличения диаметра в 1,7 раза.
Рис. 4.93. Совмещение в одном переходе раздачи и обжима | ||||||||||||||||||||||||||||
    
Рис. 4.94. Раздача резиновым вкладышем: а – путём сжатия вкладыша; б – путём одновременного сжатия вкладыша и заготовки |




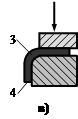
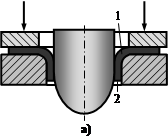
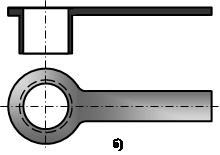
Отбортовка – операция получения борта отверстия или края изделия путём отгибания от первоначальной плоскости части заготовки со значительной деформацией на кромке, образующей вершину борта. Вторая часть этого определения подчёркивает существенное отличие отбортовки от изгиба, с которым отбортовка имеет весьма схожие результаты деформации. При отбортовке (рис. 4.95- а) деформация на кромке 2 значительно превосходит деформацию в зоне 1 непосредственного отгибания от первоначальной плоскости. Поэтому образование трещин, лимитирующее возможное расширения исходного отверстия, начинается именно на кромке 2. А при обычном изгибе (рис. 4.95- в), наоборот, вся деформация сосредотачивается в зоне изгиба 3, а кромка 4 обычно не деформируется вовсе или деформируется крайне незначительно.
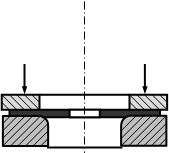
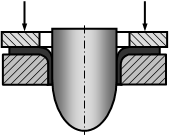
Отбортовку можно производить не только при зазоре между пуансоном и матрицей, равном толщине обрабатываемого материала (рис. 4.95- а), но и при зазоре, намного превышающем эту толщину (рис. 4.95- б). Такая отбортовка позволяет получить борт в форме закруглённой воронки, а также увеличить по сравнению с отбортовкой с малым зазором предельную величину диаметра отверстия борта.
Поскольку в отличие от вытяжки отбортовка отверстий не связана с деформацией всего фланца, то её легко можно производить и при изготовлении деталей с очень большим фланцем, когда вытяжка затруднительна и требует большого количества переходов.
     
  
Рис. 4.95. Отбортовка отверстия: а – схема процесса отбортовки с зазором между пуансоном и матрицей, равным толщине обрабатываемого материала; б – отбортовка с большим зазором между пуансоном и матрицей; в – сопоставительная схема изгиба для пояснения его отличия от отбортовки |



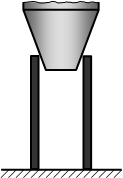
Существенное увеличение высоты борта может быть получено отбортовкой с утонением стенки (рис. 4.96). В качестве примера использования отбортовки с утонением приведём реальное изготовление алюминиевой детали предохранителя (рис. 4.97), для получения которой нельзя использовать операции вытяжки. В данном случае в результате отбортовки исходное отверстие диаметром 4 мм увеличивается до 14 мм, а исходная толщина заготовки 1,7 мм уменьшается в стенке борта до 0,35 мм при его высоте 15 мм. Аналогичным образом изготавливают и стрелки настольных или настенных часов.
Отбортовка края изделия показана на рис. 4.98 и по своей сути аналогична вытяжке без прижима.
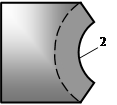
Следует указать, что отбортовывать можно не только отверстия или края круглой формы, но и любой иной, например, прямоугольной или шестигранной. Кроме того, отбортовываемый контур может быть и незамкнутым (рис. 4.99). В случае незамкнутой краевой отбортовки различают отбортовку с получением выпуклого борта (рис. 4.99- а, б) и отбортовку с получением вогнутого борта (рис. 4.99- в, г). При получении прямого борта показанная на рис. 4.99 штриховая линия сгиба была бы прямой, и вместо отбортовки имел бы место обычный изгиб, при котором кромка сгибаемой части практически не деформируется. Но при криволинейной линии сгиба происходит именно отбортовка. Так, при сгибании части заготовки с целью получения выпуклого борта (рис. 4.99- а, б) будет происходить сильное сжатие кромки 1. Поэтому для получения выпуклого борта с одинаковой шириной по всей его высоте необходимо предусматривать соответствующее увеличение длины кромки 1 по сравнению с длиной штриховой линией сгиба, так как иначе получится борт, сужающийся в направлении кромки.

Рис. 4.96. Отбортовка с утонением стенки | ||||||||||||||||||||||||||


Рис. 4.97. Пример применения отбортовки с утонением стенки: а – заготовка; б – деталь |





Напротив, при сгибании части заготовки с целью получения вогнутого борта (рис. 4.99- в, г) будет происходить сильное растяжение кромки 2. Поэтому для получения вогнутого борта с одинаковой шириной по всей его высоте необходимо предусматривать соответствующее уменьшение длины кромки 2 по сравнению с длиной штриховой линией сгиба, так как иначе получится борт, расширяющийся в направлении кромки. Указанные виды краевой отбортовки широко используются в автомобильной и авиационной промышленности, где часто приходится встречаться с обоими видами отбортовки в одной детали, а также с отбортовкой по контуру двоякой (выпукло-вогнутой) кривизны.
Рис. 4.98. Отбортовка края изделия |
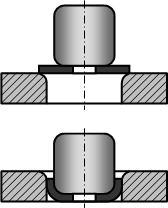
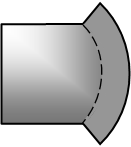
Рис. 4.99. Виды краевой отбортовки: а – контур исходной заготовки для получения выпуклого борта; б – изделие, полученное отбортовкой выпуклого контура; в – контур исходной заготовки для получения вогнутого борта; г – изделие, полученное отбортовкой вогнутого контура |


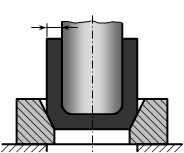
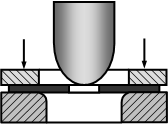
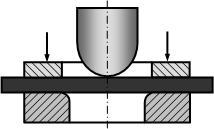
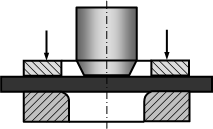
Формовка – операция образования местных углублений или выпуклостей за счёт локального уменьшения толщины заготовки (рис. 4.100). Бόльшую глубину формовки можно получить при сферической форме пуансона (рис. 4.100- б), дающей более равномерное утонение купола, однако коническая форма выпуклости с угловыми переходами к плоскому дну (рис. 4.100- а) обладает большей жёсткость формы, что важно при штамповке с целью увеличения жёсткости изделия.
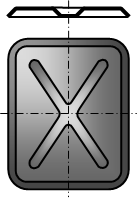
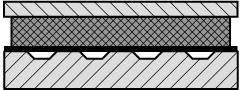
Формовка рёбер жёсткости и других рельефных элементов является весьма распространённой операцией, широко применяемой в автостроении, самолётостроении, вагоностроении, приборостроении и т.п. (рис. 4.101). Элементы угловой или радиусной формы, подобные показанным на рис. 4.101- б, можно видеть на консервных банках. В большинстве случаев массового и крупносерийного производства формовка рёбер жёсткости производится металлическими пуансонами и лишь в самолётостроении она выполняется давлением резины или жидкости (рис. 4.102). Формовку также используют в декоративных целях, в частности, при изготовлении художественных украшений.
Рис. 4.100. Формовка пуансоном: а – коническим; б – сферическим | |||||||||||||||||||||||||||||||||||
Рис. 4.101. Примеры элементов, получаемых формовкой: а – диагональные рёбра жёсткости; б – кольцевые рёбра жёсткости; в – сферические углубления | |||||||||||||||||||||||||||||||||||

                                      
Рис. 4.102. Формовка резиной |




|
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 2985; Нарушение авторских прав?; Мы поможем в написании вашей работы!