КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автоклавное формование
|
|
|
|
Методом автоклавного формования изготавливаются преимущественно крупногабаритные детали сложной конфигурации на основе полимерных композиционных материалов. Максимальные габаритные размеры формуемых изделий ограничиваются размерами рабочей зоны используемой установки.
Форма (оправка) для автоклавного формования изготавливается из жестких материалов (неметаллических и металлических), способных к длительной работе при температуре до 250О С и давлении 1,6 МПа. Она обеспечивает выкладку пакета изделия и получение технологических припусков, позволяющих изготавливать образцы-свидетели со структурой изделия, возможность монтажа ограничительной рамки и вакуумной диафрагмы при сборке технологического пакета для формования обшивок типа панелей.
Укрупнено технологический процесс состоит из следующих операций:
1. Подготовка поверхности формы (болванки) путем нанесения антиадгезионной смазки (ЦИАТИМ-201,ЦИАТИМ-221,КПМС-3 и др.) или укладки листового пленочного материала (например, целлофана) для предотвращения склеивания изделия с формой.
2. Укладка раскроенной ткани, шпона или ленты, пропитанной связующим, или сухой ткани или ленты с последующей пропиткой.
3. Укладка разделительной пленки (целлофана).
4. Укладка эластичной оболочки, например, резинового чехла с герметизацией фланцев формы прижимными кольцами и винтовыми (гидравлическими, пневматическими и т.д.) зажимами.
5. Формование (отверждение связующего) при заданном температурном режиме и избыточном давлении.
Избыточное давление может создаваться путем вакуумирования в пресс-камерах, в автоклавах и гидроклавах (Рис. 3).
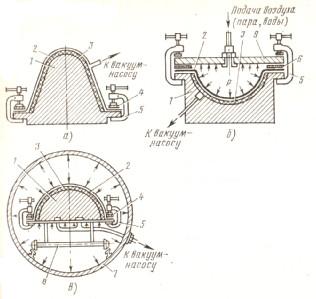
Рис. 3. Способы создания избыточного давления
а – вакуумирование; б – в пресс-камерах; в – в автоклавах и гидроклавах (1 – форма; 2 – резиновый чехол; 3 – формуемое изделие; 4 – прижимное кольцо; 5 – винтовой зажим; 6 – эластичная прокладка; 7 – автоклав; 8 – тележка; 8 – крышка)
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 928; Нарушение авторских прав?; Мы поможем в написании вашей работы!