КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электродуговая наплавка под флюсом
|
|
|
|
Сущность метода. Метод сварки под флюсом разработан академиком Е.О. Патоном в годы Великой Отечественной войны применительно к сварке броневой стали танков. Позже на его основе были созданы технологии наплавки под флюсом электродной проволокой различных деталей машин. Их особенностью является то, что процесс наплавки происходит при горении дуги между непрерывно подаваемой электродной проволокой и деталью под слоем сыпучего флюса толщиной 20—40 мм с размером частиц 0,3—0,5 мм. При горении дуги одновременно плавятся электродная проволока, основной металл и флюс.
Установки для автоматической наплавки под слоем флюса деталей типа тел вращения обычно выполняются на базе модернизированных токарных станков, которые оснащают наплавочными головками различных конструкций (А-580М, ПАУ-1, А-482 и др.). Схема установки для наплавки цилиндрических деталей приведена на рис. 4.23. Наплавочный аппарат кассета 2 с электродной проволокой и бункер 3 с флюсом смонтированы на суппорте станка, в патроне или центрах которого устанавливают наплавляемую деталь 5.
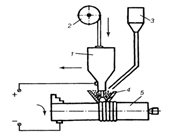
Рис. 4.23. Схема установки для автоматической наплавки под слоем флюса: 1 — наплавочный аппарат; 2 — кассета; 3 — бункер; 4 — приемник; 5 — деталь
В процессе наплавки деталь 5 совершает вращательное движение с частотой 0,25—4 мин-1, суппорт — продольное перемещение по длине детали. Сочетанием вращения детали и продольного перемещения суппорта обеспечивается наплавка слоя по винтовой линии. Подачу суппорта задают такой, чтобы обеспечить взаимное перекрытие соседних валиков примерно на 1/3 ширины. В процессе наплавки электродная проволока и порошкообразный флюс непрерывно подаются в приемное устройство 4, на выходе из которого осуществляется горение электрической дуги.
При восстановлении деталей сложной конфигурации и при небольшом объеме наплавочных работ применяется полуавтоматическая наплавка под слоем флюса. Она выполняется с помощью оборудования для полуавтоматической сварки.
Наплавка осуществляется голой электродной проволокой 1 (рис. 4.24), которая подается механизмом 3 из кассеты 2 в зону расплавления по гибкому шлангу 4. На конце шланга смонтирована наплавочная головка 6, которая в процессе сварки перемещается вручную. Бункер 5 заполняется перед наплавкой флюсом. Питается полуавтомат переменным током от сварочного аппарата 7, подключенного через регулятор 9 к сварочному трансформатору 8 типа СТН-500, или от источника постоянного тока, например, двигателя-генератора.
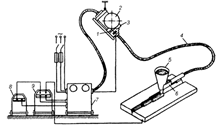
Рис. 4.24. Схема сварки под слоем флюса шланговым полуавтоматом: 1 — электродная проволока; 2— кассета; 3 — механизм подачи проволоки; 4— шланг; 5 — бункер; 6 — головка; 7 — сварочный аппарат; 8 — трансформатор; 9 — регулятор
Шланговым полуавтоматом можно сваривать угловые и стыковые швы в тонколистовых конструкциях, а также выполнять наплавочные работы. Наиболее применимы шланговые полуавтоматы при сварке стыковых швов, для наплавки изношенных поверхностей деталей, особенно шлицевых и плоских поверхностей. На рис. 4.25 показано устройство головки для полуавтоматической наплавки.
Головка крепится на держателе 4 и при наплавке перемещается с ним вручную. Электродная проволока подается к наплавляемой детали специальным механизмом через гибкий шланг и мундштук 1. Подача флюса 2 из бункера регулируется заслонкой 3, а включение и выключение подачи проволоки — выключателем 5. Для обеспечения в процессе наплавки постоянного вылета электрода из мундштука служит упор 6.
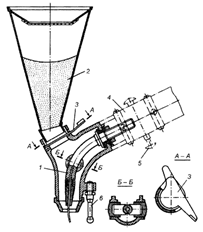
Рис. 4.25. Головка для полуавтоматической наплавки под флюсом: 1 — мундштук;
2 — флюс; 3 — заслонка; 4 — держатель; 5 — выключатель; 6 — упор
Процесс наплавки цилиндрической детали под слоем флюса осуществляется по схеме, представленной на рис. 4.26. Электродная проволока 6 подается в зону наплавки специальным роликовым устройством через мундштук 5. Туда же поступает флюс 4. Дуга 7 горит между деталью 1 и электродной проволокой 6 в создаваемой за счет высокой температуры газовой оболочке 3 под слоем 2 расплавленного флюса. Последний предохраняет расплавленный металл от вредного действия кислорода и азота воздуха, препятствует разбрызгиванию расплавленного металла, пропускает через себя выделяющиеся в зоне горения дуги газы, благодаря чему обеспечиваются условия для качественного формирования плотного наплавляемого шва 9. При остывании расплава флюса образуется шлаковая корка 8, которая замедляет охлаждение наплавленного металла, улучшая тем самым условия его кристаллизации. После наплавки затвердевшую шлаковую корку удаляют металлической щеткой.
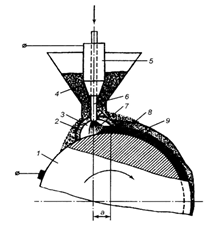
Рис. 4.26. Схема горения электрической дуги под слоем флюса: 1 — наплавляемая деталь; 2 — расплавленный флюс; 3 — газовая оболочка; 4 — флюс; 5 — мундштук; 6 — электродная проволока; 7 — дуга; 8— шлаковая корка; 9 — наплавленный металл
При наплавке цилиндрических деталей для предотвращения стекания расплавленного металла электрод смещают от оси вращения вала на расстояние а в сторону, противоположную направлению вращения. Наплавляемые тела вращения должны иметь диаметр не менее 40 мм (предпочтительно свыше 60 мм).
Режим наплавки под слоем флюса оказывает большое влияние на производительность процесса и качество наплавленного металла. Основные параметры режима наплавки: диаметр электродной проволоки, сила сварочного тока, напряжение дуги, скорость подачи проволоки, скорость наплавки, вылет электрода, смещение электрода, шаг наплавки.
При выборе режимов наплавки следует иметь в виду, что:
— с увеличением силы тока возрастает глубина проплавления и наблюдается увеличение ширины шва;
— напряжение не оказывает практического влияния на глубину проплавления, но с увеличением напряжения резко возрастает ширина шва;
— с увеличением скорости наплавки величина проплавления и ширина шва уменьшаются.
Диаметр электродной проволоки зависит от требуемой толщины наплавляемого слоя и обычно составляет 1,0—2,5 мм.
Сила тока / влияет на глубину проплавления основного металла, размеры валика и на производительность процесса. Ее значение определяют по таблицам.
Наплавка обычно выполняется постоянным током обратной полярности и реже переменным током, так как колебания напряжения в сети влияют на качество наплавленного слоя.
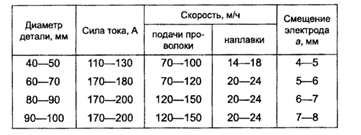
Напряжение сварочной дуги задают в пределах 25—35 В, что обеспечивает хорошее формирование наплавляемого валика. Скорость подачи проволоки зависит от диаметра электрода и силы тока и задается в пределах 70—160 м/ч. Скорость наплавки находится в диапазоне 12—45 м/ч. При ее увеличении уменьшаются глубина проплавления и ширина наплавленного слоя. Вылет электрода и шаг наплавки зависят от диаметра проволоки. При выборе шага наплавки учитывается также требуемое перекрытие соседних валиков, которое должно составлять 1/3 их ширины. Смещение электрода (величина а, см. рис. 4.26) зависит от диаметра детали: при диаметре 50—150 мм оно составляет 4—8 мм.
Рекомендуемые режимы наплавки приведены в табл. 4.4.
Таблица 4.4. Режимы наплавки цилиндрических поверхностей
Наплавочные материалы. Состав, твердость и износостойкость наплавленного слоя определяются применяемыми электродной проволокой и флюсом, обоснованный выбор которых является важным этапом разработки технологического процесса наплавки. Используют следующие виды электродной проволоки при наплавке деталей:
— из стали 20 и стали 30 — малоуглеродистую проволоку из сталей Св-08, Св-08А и Нп-30, марганцовистых (Св-08Г, Св-08ГА, Св-15Г) и кремнемарганцовистых (Св-08ГС, Св-08Г2С, Св-12ГС) сталей;
— из стали 35 и стали 45 — среднеуглеродистую проволоку марок Нп-40 и Нп-50;
— из сталей ЗОХ, 35Х и 40Х — проволоку Нп-ЗОХГСА, Нп-2Х24, НП-ЗХ1Э;
— из сталей с большим содержанием углерода — проволоку Нп-65Г, Нп-80, Нп-ЗОХГСА, Нп-40Х13 и др.
Для наплавки сильно изношенных деталей рекомендуется применять порошковую проволоку, в состав которой входят феррохром, ферротитан, ферромарганец, графитовый и железный порошки. Используют два типа порошковой проволоки: для наплавки под флюсом и для открытой дуги без дополнительной защиты.
Для автоматической наплавки применяются флюсы плавленые, керамические и флюсы-смеси. Плавленые флюсы применяются при наплавке малоуглеродистой, марганцовистой и кремне-марганцовистой проволоками. По химическому составу они делятся на высококремнистые марганцовистые марок АН-348А, ОСЦ-45 и АН-60 и низкокремнистые безмарганцовистые марок АН-20 и АН-30. Плавленые флюсы обеспечивают устойчивое горение электрической дуги, хорошее формирование сварочных валиков, обладают высокими защитными свойствами, но не содержат легирующих элементов для придания наплавленному слою определенных свойств.
Керамические флюсы (АНК-18, АНК-19, АНК-30, КС-Х14Р, ЭКСН-1), кроме стабилизирующих и шлакообразующих элементов, содержат легирующие добавки в виде порошков металлов и ферросплавов (феррохрома, ферротитана и др.), благодаря которым без дополнительной термообработки слой, наплавленный малоуглеродистой проволокой, имеет высокую твердость и износостойкость.
Флюсы-смеси состоят из плавленого флюса АН-348 с порошками феррохрома, графита, а также жидкого стекла.
Режим наплавки зависит от марки проволоки и диаметра детали. Разбрызгивание электродного материала во время наплавки можно уменьшить, используя постоянный ток низкого напряжения (20—21 В). Выпускаются проволоки для сварки и наплавки как стальных, так и чугунных деталей (ПП-АН1, ПП-1ДСКи др.).
Автоматическая наплавка под слоем флюса имеет преимущества по сравнению с ручной:
— высокая производительность процесса благодаря увеличению плотности тока и коэффициента наплавки;
— более высокое и стабильное качество покрытия вследствие хорошей защиты дуги от окружающей среды и устойчивости процесса в связи с его автоматизацией;
— возможность получения наплавленного слоя большой толщины (более 5 мм);
— уменьшение потерь электродного металла на разбрызгивание и выгорание;
— возможность получения наплавленного металла с высокими физикомеханическими свойствами в результате его легирования;
— облегчение условий работы сварщика и более низкие требования к его квалификации.
При автоматизированной наплавке возможны следующие дефекты.
— неодинаковые ширина и высота наплавленного валика, что имеет место при неравномерной подаче проволоки из-за износа мундштука или подающих роликов, а также при большом вылете электрода;
— наплыв металла вследствие большой силы сварочного тока или недостаточной величины а смещения электрода;
— поры в наплавленном металле в случае повышенной влажности флюса (поэтому перед применением его необходимо просушивать в течение 1,5 ч при температуре 250—300 °С).
Недостатки наплавки под слоем флюса:
— значительный нагрев детали;
— сложность наплавки деталей диаметром менее 40 мм из-за стекания наплавленного металла и трудности удержания флюса на поверхности детали;
— ограниченность применения для наплавки деталей сложной конструкции;
— трудоемкость удаления шлаковой корки.
Для наплавки используются наплавочные головки А-580М, ОКС-5523, А-765 или наплавочные установки СН-2, УД-209 и другие.
Наплавка плоских поверхностей. При наплавке плоской поверхности наплавочная головка или деталь совершает поступательное движение со смещением электродной проволоки на 3—5 мм поперек движения после наложения шва заданной длины. Наплавку шлицев производят в продольном направлении путем заплавки впадин, устанавливая конец электродной проволоки на середине впадины между шлицами.
Способы легирования наплавленного слоя. С целью получения у наплавленного металла определенных физико-механических свойств, применяют следующие способы легирования: через электродную проволоку, через порошковую проволоку через флюс и комбинированный способ. Таким образом, выбор метода легирования зависит от принятого способа наплавки и, наоборот, принятый метод легирования требует применения соответствующего способа наплавки. Эффективность метода легирования выражается в надежности обеспечения требуемого химического состава наплавленного слоя и его однородности при допускаемом изменении режима наплавки, экономичности и технологичности метода легирования. Экономичность метода легирования зависит от стоимости легирующих элементов и их потери в процессе наплавки.
При легировании через электродную проволоку используют высокоуглеродистую или легированную проволоку и расплавленный флюс. Например, при наплавке детали проволокой Нп-65 под флюсом АН-348А наплавленный слой имеет твердость НВ 280—300, а при наплавке проволокой Нп-ЗОХГСА под флюсом АН-20 — НВ 310—320. Этот способ легирования получил широкое распространение.
При легировании через порошковую проволоку наплавку ведут с флюсами АН-348А и АН-20. Порошковая проволока представляет собой свернутую из стальной ленты трубку диаметром 2—3 мм, которая заполняется механической смесью порошков железа, ферросплавов, графита и других компонентов.
Недостаток этого способа легирования — значительная стоимость проволоки и неравномерная структура наплавленного слоя.
При легировании через флюс применяют низкоуглеродистую проволоку Св-08 и легированный керамический флюс. Этот способ не получил широкого распространения из-за пористости наплавленного металла.
Комбинированный способ легирования, получивший широкое распространение, заключается в легировании металла одновременно через проволоку и флюс.
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 2601; Нарушение авторских прав?; Мы поможем в написании вашей работы!