КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Требования к исходным заготовкам с точки зрения последующей обработки
|
|
|
|
Основными техническими требованиями, предъявляемыми к отливкам, являются:
1. соответствие конфигурации и геометрической формы отливки, указанным на ее рабочем чертеже, без "недоливов", раковин к др. дефектов;
2. соответствие размеров отливки размерам, указанным н рабочем чертеже;
3. отсутствие на поверхности отливки пригаров формовочной смеси;
4. отсутствие трещин, возникающих в процессе кристаллизации сплава и охлаждения отливки;
5. отсутствие коробления отливки; равномерная прочность отливки в разных частях и сечениях.
Выполнение этих требований обеспечивают в процессе конструирования отливки и при разработке технологического процесса ее изготовления за счет правильного выбора сплава для отливки, разработки ее конфигурации, учета литейных свойств сплава и подбора состава формовочных и стержневых смесей.
К техническим требованиям на поковки, прежде всего, относятся: допускаемые дефекты формы и взаимного расположения поверхностей, прочность и твердость поковки, состояние наружных поверхностей.
К числу требований с точки зрения их последующей механической обработки относятся:
a. минимальные припуски на обработку;
Минимизация припусков уменьшает количество проходов и переходов механической обработки и тем снижает ее стоимость.
b. рациональное расположение литейных и штамповочных уклонов;
Штамповочные и литейные уклоны ограничивают возможность использования отдельных поверхностей заготовки в качестве технологических баз при механической обработке, снижают точность обработки. Основным требованием здесь является такое расположение плоскости разъема штампа или литейной формы, при котором установочные поверхности заготовки будут лишены уклонов и следов разъема.
c. повышенная точность размеров;
Точность размеров заготовок, получаемых различными способами, колеблется от сотых долей до нескольких десятков миллиметров. Естественно при этом стремление получить точность заготовки максимально приближенной к требованиям чертежа готовой детали. В этом-случае иногда удается обойтись без механической обработки.
Особенно возрастают требования к точности заготовок и стабильности размеров при обработке их на прутковых автоматах, станках типа «обрабатывающий центр», в гибких произвоставенных системах, робототехнических комплексах и пр.
Низкая точность заготовок в автоматизированном производстве часто является причиной отказа сложных систем и линий. Поэтому точность заготовок перед запуском их на обработку в автоматизированном производстве часто приходится повышать путем предварительной обработки базовых поверхностей.
d. минимизация или полное устранение дефектных слоев и др.
Наличие дефектного слоя на поверхности, подлежащей механической обработке, с одной стороны, приводит к увеличению припусков, с другой - к снижению стойкости режущего инструмента.
Дефектный слой
1) у чугунных отливок, получаемых в песчаных формах по деревянным моделям, составляет 1...5 мм,
2) у поковок - 1,5...3 мм,
3) у штампованных поковок-0,5,..1,5,
4) у горячекатаного проката - 0,5...1,0 мм.
Без учета влияния вышеперечисленных факторов на последующую механическую обработку невозможно квалифицированно выбрать способ получения заготовки.
5. Влияние точности заготовки и качества поверхностного слоя, на её механическую обработку
Поверхности деталей делятся на обрабатываемые и необрабатываемые. В этой связи все детали в машиностроении можно разделить на три группы. К первой группе относятся детали, точность 'и качество поверхностного слоя которых могут быть обеспечены тем или иным способом получения заготовки без какой-либо механической обработки.
Типичными представителями таких деталей являются детали, получаемые холодной штамповкой из пластмасс, металлических порошков черных и цветных металлов, а также (реже) прецизионными способами литья и горячей штамповки.
Вторая группа детали, у которых все поверхности должны быть обработаны механически. Необходимость в механической обработке здесь может быть обусловлена двумя причинами: отсутствием способов получения заготовки, обеспечивающих требуемые по чертежу точность и качество поверхностного слоя, или экономической нецелесообразностью (дороговизной) получения требуемого качества детали имеющимися технологическими способами получения заготовок.
Третью группу составляют детали, у которых часть поверхностей не обрабатывается, а наиболее точные, исполнительные и поверхности, подлежат обработке путем снятия стружки. Третья группа наиболее многочисленна и занимает промежуточное положение между первыми двумя.
Производство деталей первой группы обходится наиболее дешево. Оно открывает путь к безотходной или, по крайней мере, малоотходной технологии. В стремлении к такому производству проявляется одна из самых важных тенденций развития машиностроения.
Однако низкий уровень большинства наиболее распространенных в настоящее время способов получения заготовок вынуждает иметь в структуре любого машиностроительного завода механические цехи, - в которых заготовки превращаются в детали путем снятия с их поверхностей припусков на обработку.
Таким образом, основной тенденцией заготовительного производства является повышение точности и улучшение качества поверхностного слоя заготовок. Однако достижение этих качеств при малой программе выпуска может оказаться экономически невыгодным, так как расходы на оснастку для заготовительных процессов могут превысить экономию на механической обработке.
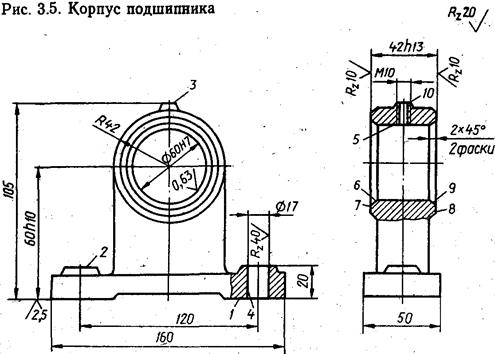
Рассмотрим сказанное на примере детали (рис.3.5), всем обрабатываемым поверхностям которой присвоены номера. Точность и шероховатость пронумерованных поверхностей различны. Поверхности, 2, 3, 4, 6, 7, 8 и 9 нуждаются в однопереходной обработке (строгании, фрезеровании или точении). Поверхность 1, являющаяся базовой поверхностью, требует применения двухпереходной обработки (чистового и чернового фрезерования).
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 745; Нарушение авторских прав?; Мы поможем в написании вашей работы!