КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технічна характеристика верстата 6Н12ПБ
|
|
|
|
Розміри робочої поверхні столу, мм....................................320х1250
Максимальні переміщення столу, мм:
повздовжнє................................................................................700
поперечне.......................................................................................260
вертикальне........................................................................................370
Межі повороту головки шпинделя, град..........................................±45
Максимальне переміщення гільзи шпинделя, мм...............................70
Число швидкостей обертання шпінделя.......................................18
Межі чисел оборотів шпінделя, об/ хвил...........................63—3150
Потужність головного електродвигуна, КВт...................................10
Кількість швидкостей подач столу......................................................18
Межі швидкостей подач столу, мм/хв:
повздовжніх......................................................................40—2000
поперечних.....................................................................27—1330
вертикальних.............................................................................13—665
Швидкість швидкого повздовжнього столу, 4000
Потужність електродвигуна приводу подач, КВт.........................1,7
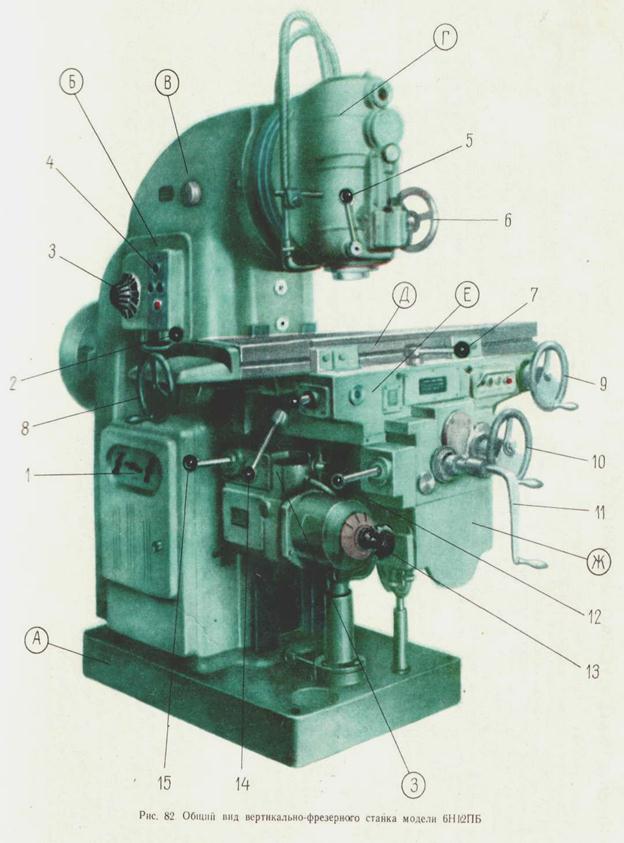
Основні вузли верстату (мал. 79). А — основа; Б — станина; У — коробка швидкостей; Г — головка шпинделя; Д — стіл; Е — поперечні салазки; Ж— консоль; 3 — коробка подач.
Органи управління. / — пульт пакетних вимикачів; 2 — рукоятка для перемикання швидкостей шпінделя; 3 — грибок зі шкалою для установки чисел оборотів шпинделя; 4 — кнопкова станція; 5 — рукоятка затиску гільзи шпинделя; 6—маховичок ручного установчого переміщення гільзи шпинделя; 7 — рукоятка для управління повздовжніми подачами столу; 8 та 9 — маховички ручного повздовжнього переміщення столу; 10— маховичок ручного поперечного переміщення столу; //—рукоятка ручного вертикального переміщення столу; 12 і 15 — рукоятки управління поперечними і вертикальними подачами столу; 13 — грибок для встанов-
|
Мал. 79. Загальний вигляд вертикально- фрезерувального
верстату мод. 6Н12ПБ
лення та переключення швидкостей подач; 14 — рукоятка для закріплення поперечных салазок.
Рухи у верстаті. Рух різання — обертання шпинделя з фрезою. Рухи подач — прямолінійні поступальні переміщення столу в повздовжньому, поперечному і вертикальному напрямках. Допоміжними рухами є всі вказані переміщення столу, що виконуються на швидкому ходу або вручну; ручне переміщення гільзи шпинделя уздовж вісі шпинделя і розворот голівки шпинделя вправо або вліво на кут до 45°.
Принцип роботи. Крупні деталі закріплюються безпосередньо на столі верстата за допомогою затискних пристроїв. Невеликі деталі встановлюються в лещатах або спеціальних пристосуваннях. Торцеві, кінцеві, пальцьові фрези і фрезерні голівки закріплюються в шпинделі. При обробці невеликої партії деталей управління повздовжньою подачею і швидким переміщенням столу проводиться вручну. У серійному виробництві верстат може бути настроєний для роботи у напівавтоматичному, маятниковому або стрічкоподібному циклах.
Для цієї мети в бічному пазу столу встановлюються в певній послідовності упори і кулачки, які в потрібні моменти циклу надавлюють на зірочку управління повздовжньої подачі, швидкого переміщення і зупинки столу.
При напівавтоматичному циклі роботи після включення верстата стіл сумісно з оброблюваною деталлю швидко переміщується, поки оброблювана деталь не підійде до фрези, потім включається робоча подача. Після закінчення обробки стіл швидко повертається в початкове положення і автоматично зупиняється. Робочий знімає оброблену деталь,
закріплює заготівку і знову включає верстат. Цикл повторюється.
При маятниковому циклі оброблювані деталі встановлюються поперемінно то з правого, то з лівого боку столу. Останній безперервно здійснює замкнутый цикл рухів — швидке переміщення вліво, робоча подача вліво, швидке переміщення вправо, робоча подача вправо. Зняття обробленої деталі и закріплення заготовки виконується робочим під час фрезерування деталі, розташованої на протилежному боці столу.
Стрибкоподібний цикл застосовується для одночасного фрезерування комплекту деталей, у яких оброблювані поверхні розташовані на значних відстанях одне від одного. В цьому випадку стіл автоматично отримує то швидкі, то повільні переміщення відповідно до розташування оброблюваних поверхонь деталей.
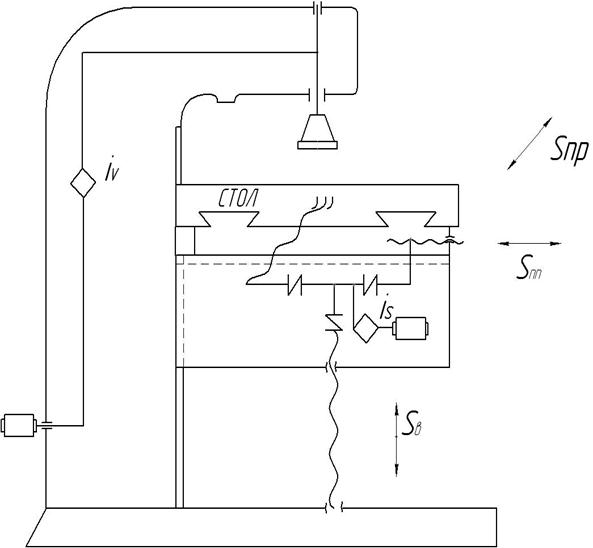
Мал. 80. Кінематична структура консольного вертикально-фрезерувального
верстату
Демонструються відеофайли:63-67 - різні види робіт, що виконуються на вертикально-фрезерувальних універсальних верстатах.
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 1875; Нарушение авторских прав?; Мы поможем в написании вашей работы!