КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технічна характеристика верстата
|
|
|
|
Найбільший зовнішній діаметр оброблюваних коліс, мм:
із зовнішнім зачепленням................................................................500
з унутрішнім зачепленням................................................................550
Найменший зовнішній діаметр оброблюваних коліс, мм:..................20
Найбільша довжина оброблюваного зуба, мм:
із зовнішнім зачепленням...........................................................105
з унутрішнім зачепленням....................................................75
Межі модулів зубів коліс, що нарізуються по сталі, мм......... 2—6
Межі чисел подвійних ходів довбака у хвилину............125—359
Найбільший кут нахилу гвинтового зуба, град........................ 23
Найбільший хід довбака, мм.......................... 125
Межі величин кругових подач
на подвійний хід довбака, мм............................................. 0,17-0,44
Потужність головного електродвигуна, КВт.........................2,8
Основні вузли верстата (мал. 91, 92). А - нижня частина станини; Би — ділильна гітара; У — верхня частина станини; Г — кривошипно-шатунный механізм приводу шпинделя з довбаком; Д — головка шпинделя; Е — механізм радіальної подачі головки шпинделя; Ж — стіл.
Органи управління. / — квадрат для ручного переміщення головки шпинделя; 2— квадрат для ручного провороту довбака і заготовки; 3 — важіль для зміни напрямку обертання довбака і заготовки; 4 — кнопкова станція; 5 — важіль включення радіальної подачі довбака; 6 — квадрат для ручного провороту кулачку радіальної подачі довбака.
Рухи у верстаті. Рух різання — прямолінійний зворотньо-поступальний рух шпинделя (штоселя) з довбаком. Рухи подач — обертання довбака навколо своєї вісі (колова подача) і радіальне переміщення штоселя під час врізання (радіальна подача) за чверть оберта заготовки.
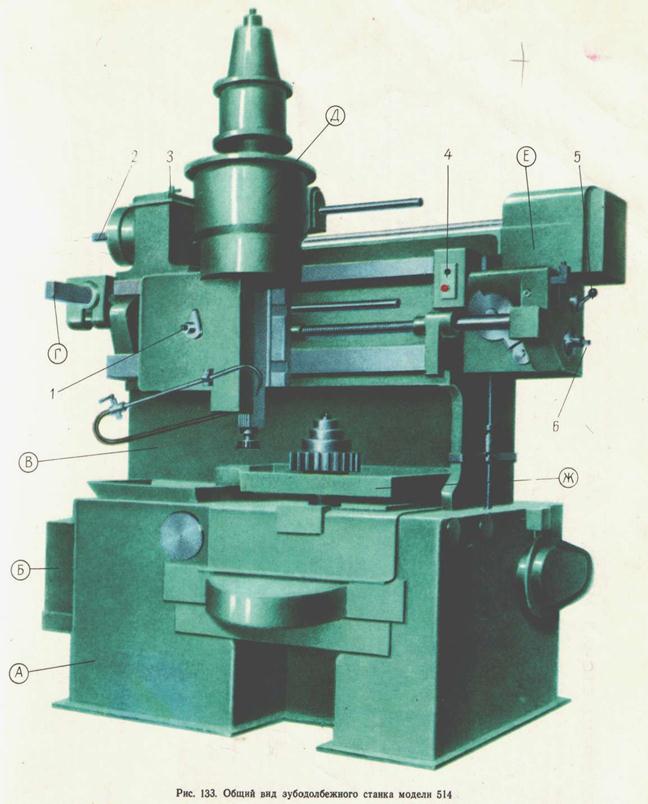
Мал. 91. Загальний вигляд зубодовбального верстату мод. 514
Рухом ділення і обкочування є узгоджений рух столу із заготовкою. Допоміжні рухи — відведення столу із заготівкою від довбака у момент його зворотнього ходу і швидке установче обертання столу із заготовкою. До допоміжних рухів слід віднести також рух відлікового механізму для автоматичного виключення верстата після закінчення обробки.
Принцип роботи. Верстат моделі 514 працює по методу обкочування, відтворюючи зачеплення двох циліндрічних колес, одне з яких є ріжучим інструментом (довбаком), а друге - заготовкою. Довбак закріплюється на кінці шпинделя (штоселя) і отримує прямолінійний зворотньо-поступальний рух. При русі униз довбак здійснює робочий хід, знімаючи стружку із заготовки (див. мал. 91, 92). Зворотній хід довбака є холостим; в цей час стіл із заготовкою відводиться на невелику відстань від довбакаважільною системою.
До моменту початку робочого ходу стіл повертається в початкове положення.
Оброблювана деталь або комплект однакових деталей встановлюється на оправці у шпинделі столу.Співвідношення чисел обертів довбака і заготовки
зворотньо пропорційне до відношення чисел їх зубів, тобто вони обертаються так, як ніби дійсно знаходяться у зачепленні.
До початку обробки довбак підводиться впритул до зовнішньої поверхні заготовки. Після цього включається радіальна подача головки шпинделя для забезпечення врізання довбака у заготовку на необхідну глибину (за чверть оберта заготовки). Після закінчення врізання радіальна подача припиняється, і заготовка протягом повного оберта нарізаеться тільки з коловою подачею.
Залежно від величини модуля нарізуваного колеса його обробка здійснюється в один, два або три проходи. При багатопрохідній обробці процес врізання повторюється перед кожним проходом.
При нарізанні зубчастих коліс з косими зубами використовують гвинтові напрямні і косозубі довбаки. В цьому випадку довбак здійснює поворотно-гвинтовий рух відповідно до кута нахилу зубів нарізуваного колеса. Напрямок нахилу зубів довбака повинен бути протилежним напрямку нахилу зубів нарізуваного колеса.
Верстат працює у напівавтоматичному циклі, для чого служить спеціальний відліковий храповий механізм, що забезпечує автоматичне виключення верстату після закінчення нарізування зубчастого колеса.
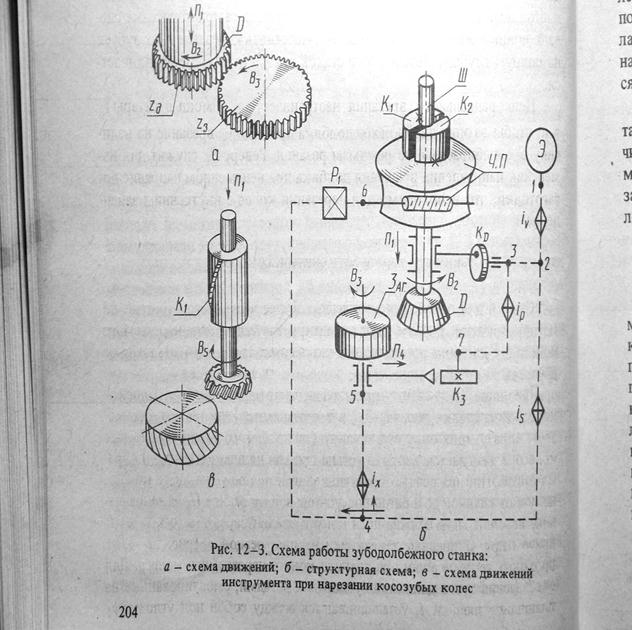
Мал. 92. Кінематична структура зубодовбального верстату
|
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 772; Нарушение авторских прав?; Мы поможем в написании вашей работы!