КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Назначение подготовительных операций и способы их выполнения
|
|
|
|
Подготовка поверхностей под окраску.
Структура процесса выполнения малярных работ.
Технология малярных работ.
При выполнении малярных работ в зависимости от качественной категории окраски может выполняться до 16 операций.
Малярные работы представляют собой цикл, состоящий из операций подготовки поверхности под окрашивание, нанесение малярных составов подготовительных слоев (грунтовки, подмазки, шпатлевки), нанесение окрасочных составов и отделки окрашенной поверхности.
Качество получаемой поверхности зависит от количества и чередования технологических операций. Чем выше требования к качеству окраски, тем больше операций выполняют по подготовке и окраске поверхностей.
2.1. Состав и количество подготовительных операций при окраске различных поверхностей, их места нахождения и вида краски.
Процесс подготовки поверхности самый трудоемкий и ответственный при окраске. От тщательности выполнения подготовительных операций зависит качество окрашенной поверхности.
К подготовительным работам относятся: очистка, проолифливание, грунтовка, подмазка, шпаклевка и смачивание поверхностей, а также разделка швов.
Очистка поверхностей. Независимо от материала поверхностей с них удаляют пыль, загрязнения, жирные и смоляные пятна. Для этого используют ветошь, стальные шпатели и щелочь для смывания жирных пятен. Сырые пятна должны быть просушены. Кроме того, в зависимости от материала отделываемых поверхностен необходимо провести еще и специальную очистку.
Проолифливание поверхностей. Проолифливанием называют покрытие поверхностей олифой или эмульсией из нее для заполнения пор и образования на деревянных и штукатурных поверхностях пленки, предотвращающей неравномерное впитывание масляных и лаковых красящих составов.
Огрунтовка поверхностей. Грунтовками называют составы, наносимые для выравнивания пористости отделываемых поверхностей и равномерного впитывания ею красящего состава. Неодинаковая плотность материалов отделываемой поверхности может привести к образованию пятен и полос на окрашенной поверхности. Грунтовки служат также для улучшения связи между грунтованной поверхностью и наносимыми шпаклевочными и малярными слоями.
Для различных окрасочных составов у пистолетов-распылителей имеются сменные наконечники распылительной головки. Красочная струя у пистолетов в зависимости от распылительной головки может быть круглой или плоской и должна направляться под прямым углом к окрашиваемой поверхности и на расстоянии 200—300 мм от нее (рис. 3).
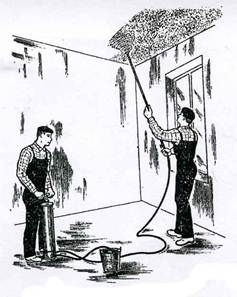
Рис. 1. Огрунтовка поверхностей удочкой краскопульта
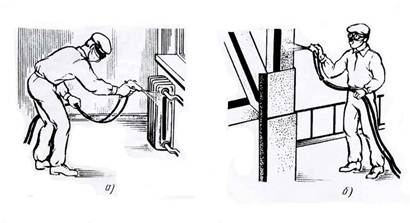
Рис. 2. Окраска радиаторов (а) и стальных колонн (б) краскораспылителями
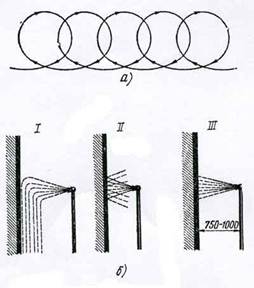 Рис. 3. Приемы окраски удочкой краскопульта:а – схема перемещения удочки с форсункой во время работы, б – красочный факел при различном расстоянии форсунки от окрашиваемой поверхности
Рис. 3. Приемы окраски удочкой краскопульта:а – схема перемещения удочки с форсункой во время работы, б – красочный факел при различном расстоянии форсунки от окрашиваемой поверхности
Пистолет-распылитель с круглой окрасочной струей передвигают параллельно окрашиваемой поверхности в направлении снизу вверх и сверху вниз или горизонтально слева направо и обратно непрерывно с равномерной скоростью. При периоде из одного направления в другое необходимо прекращать подачу окрасочного состава.
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 545; Нарушение авторских прав?; Мы поможем в написании вашей работы!