КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Предварительный анализ состояния технологического процесса по количественному признаку
|
|
|
|
При контроле по количественному признаку, который связан с измерением контролируемых параметров, основным законом распределения случайной величины – измеряемого параметра – является нормальный закон.
Нормальное распределение характеризуется двумя параметрами: математическим ожиданием m и дисперсией s2 (стандартным отклонением s).
При отклонении m от заданного значения или увеличении s увеличивается доля дефектной продукции, что свидетельствует о разладке технологического процесса.
При решении задачи регулирования технологического процесса методами математической статистики выдвигаются две гипотезы:
– нулевая гипотеза Но – технологический процесс налажен;
– альтернативная гипотеза Н1 – технологический процесс разлажен.
На основании результатов контроля единиц продукции из выборки х1.... хn можно с помощью определенных статистических критериев принять одну из двух гипотез.
При статистическом регулировании для характеристики меры положения обычно используют выборочное среднее арифметическое  , или выборочную медиану Ме, а в качестве меры рассеяния – выборочное среднее квадратическое отклонение S или размах R.
, или выборочную медиану Ме, а в качестве меры рассеяния – выборочное среднее квадратическое отклонение S или размах R.
При выборе между средним арифметическим и медианой, а также между средним квадратическим отклонением и размахом следует учитывать следующие соображения. Среднее арифметическое является более эффективной статистикой, чем медиана, что позволяет при равных исходных условиях использовать объем выборки примерно в полтора раза меньший. Точно также среднее квадратическое отклонение является более эффективной статистикой, чем размах, что позволяет использовать существенно меньший объем выборки. Однако вычисления размаха и медианы проще, чем среднего квадратического отклонения и среднего арифметического значения, поэтому первым двум способам часто отдают предпочтение.
В результате предварительного исследования состояния технологического процесса необходимо решить следующие задачи:
– получить оценки параметров нормального распределения m и s;
– определить вероятностную долю дефектной продукции, Р;
– оценить точность и стабильность технологического процесса.
Для предварительного исследования состояния технологического процесса на контроль отбирают как минимум сто единиц продукции (после наладки оборудования). Отбирают мгновенными выборками по 3–10 единиц (оптимально 4–5). Внутри мгновенной выборки вариации могут быть рассмотрены только как следствие случайных причин. В производственных условиях мгновенная выборка должна быть сформирована из изделий, собранных за короткий интервал времени в одинаковых условиях (материал, инструмент, окружающая среда и т. д.) при непрерывном ходе производственного процесса. При этом целесообразно отбирать единицы продукции не подряд, а через определенный интервал времени или каждую 5, 10 и т. д., чтобы охватить возможно больший интервал работы оборудования.
У отобранных единиц продукции контролируют заданный параметр Х. Если таких параметров несколько, то выбирают наиболее важные из них. Часто бывает достаточно следить лишь за одним из важнейших параметров.
Результаты контроля рекомендуется заносить в специальную форму (форма 1).
Форма 1
| Предприятие | Статистическая обработка результатов анализа технологического процесса (контроль по количественному признаку) | |||||
| Цех (участок) ___________ | Оборудование ________________ | Контролируемая операция __________ | Контролируемый параметр _________________ | |||
| Объем контроля (выборки) N ________ | Объем мгновенной выборки n ______________ | Средство контроля __________ | Точность контроля _________________ | |||
| Дата | Номер серии | Результаты контроля | __ Хi | Mei | Si | Ri |
| … | X11, X 12, … X 1n X21, X 22, … X 2n | |||||
| Оценка параметра m (формула 1) Оценка параметра s (формулы 2, 3, 4) Вероятностная доля дефектной продукции Р (формула 6) Индекс возможности процесса Ср (формула 9) |
По результатам контроля каждой мгновенной выборки вычисляют статистические оценки:
– Среднее арифметическое  ;
;
– СКО  ;
;
– медиану Ме;
– размах  .
.
На основании этой информации вычисляют оценки параметров генеральной совокупности m и s.
Параметр m получают как среднее арифметическое k значений 
 :
:
 , где
, где 
 , где (16)
, где (16)
k – количество мгновенных выборок, п - количество единиц в мгновенной выборке.
Параметр m также получают как: m ≈ 
Для оценки s можно использовать три метода, различающихся сложностью вычислений и точностью самой оценки. Первый метод наиболее точен. В данном случае при вычислении s2 у читывается влияние как случайных так и «особых» причин (сбой) разброса всех показаний. Для оценки s2 используется следующая формула:
s2» ,
,  , (17)
, (17)
где, N – объем контроля; – среднее арифметическое в выборке;  – среднее арифметическое среди средних.
– среднее арифметическое среди средних.
Второй метод менее точен, но более прост в вычислении. Оценку s1 получают как среднее арифметическое  значений Si, умноженное на поправочный коэффициент
значений Si, умноженное на поправочный коэффициент  . В данном случае при вычислении s1 учитывается только случайные факторы, так как здесь рассматривается СКО внутри мгновенной выборки.
. В данном случае при вычислении s1 учитывается только случайные факторы, так как здесь рассматривается СКО внутри мгновенной выборки.
s1 
 , где
, где  . (18)
. (18)
Третий метод дает наименее точную оценку, но прост в вычислениях:
s1  , где
, где  (19)
(19)
Коэффициенты и  определяют по табл. 1 в зависимости от объема мгновенной выборки.
определяют по табл. 1 в зависимости от объема мгновенной выборки.
Таблица 1
Значения коэффициентов и
| Объем мгновенной выборки, n | ||||||||
| Коэффициенты | ||||||||
|
| 0,92 | 0,94 | 0,95 | 0,96 | 0,97 | 0,97 | 0,97 | 0,97 |
|
| 1,69 | 2,06 | 2,33 | 2,83 | 2,70 | 2,85 | 2,97 | 3,08 |
Вероятную долю дефектной продукции Р определяют как единица минус вероятностная доля годной продукции q:
Р = 1 - q (20)
 |
q = F (U) - F (L) =  (переход к нормированию) (21)
(переход к нормированию) (21)
 , (22)
, (22)
где U, L- верхняя и нижняя границы поля допуска; m – среднее значение контролируемого параметра Х; s – стандартное отклонение контролируемого параметра; Ф(х) – значение функции нормированного нормального распределения.
Из этой формулы следует, что доля дефектной продукции будет тем больше, чем больше значение s и чем больше m отклоняется от mо, где mо – среднее значение контролируемого параметра при налаженном состоянии технологического процесса.
Частные случаи:
а) Р = F (L) – то есть, вероятностная доля брака при:
 |
 (переход к нормированию) (23)
(переход к нормированию) (23)
б) Р = F (U) – то есть, вероятностная доля брака при:
 |
 (24)
(24)
 Точность технологического процесса определяется как свойство технологического процесса, обусловливающее близость действительных и номинальных значений параметров производимой продукции.
Точность технологического процесса определяется как свойство технологического процесса, обусловливающее близость действительных и номинальных значений параметров производимой продукции.
Точность технологического процесса оценивается индексом возможности процесса (индекс воспроизводимости) Cp, который определяется как отношение поля рассеяния (статистического допуска 6σ) к техническому полю допуска (U-L):
 . (25)
. (25)
В зависимости от значений индекса возможности процесса технологический процесс оценивается как:
1) точный, при Ср >1,33;
2) удовлетворительный, 1 Ср 1,33;
Ср 1,33;
3) неудовлетворительный, Ср <1.
Чем больше значение Ср, тем больше запас точности и тем соответственно больше гарантия, что технологический процесс обеспечит бездефектное изготовление продукции в течение определенного промежутка времени.
Для оперативной количественной оценки того, насколько хорошо процесс отвечает предъявленным требованиям, достаточно определить индекс возможности процесса.
Однако для оценки технологического процесса возможно использование и других параметров, таких, как коэффициент смещения K, коэффициент воспроизводимости Сpk.
Коэффициент смещения (К) используется для оценки вклада в протекание процесса систематических изменений и рассчитывается по формуле:
 (26)
(26)
где µ0 – это среднее поле допуска (то что должно быть), то есть  .
.
Чем меньше К, тем меньше вклад систематических изменений в ходе процесса (если К = 0, то это означает что нет смещения).
Если технологический процесс не центрирован, необходимо учесть его смещение по следующим формулам:
 ;
;  (27)
(27)
Если СPu ≠ СPl, то технологический процесс не центрирован. В данном случае значение Ср устанавливаются по следующим формулам:
 . (28)
. (28)
 (29)
(29)
По известным значениям Ср и Срk можно определить интервал, в котором находится ожидаемый уровень несоответствий. По значению Срk определяют максимально возможное значение ожидаемого уровня несоответствий, по значению Ср – минимально возможное.
Статистически управляемым считается статистически стабильный процесс, индекс воспроизводимости которого Ср > 1,33 (рисунок 1). При данном процессе, при настройке его на оптимальное значение, возможно получение 100 % годных единиц продукции продолжительное время. Для таких процессов можно внедрять статистические методы регулирования процессов.
Рисунок 5 – Изменчивость неуправляемого и управляемого процессов при настройке процесса на оптимальное значение
Существует также индекс пригодности Рр, который вычисляется по следующей формуле:
 (30)
(30)
где σ2 учитывается влияние как случайных так и «особых» причин разброса всех показаний (т.е. объема всей выборки, а не объема мгновенных выборок).
В случае если Рр ≈ С р технологический процесс считается стабильным.
Если технологический процесс не центрирован то используют специальную формулу:
 (31)
(31)
Индексы Рр и Ррk обычно используют вместе с С рk и С р , а также для выбора приоритетов при усовершенствовании технологического процесса.
Индекс Ррk связывает разность между средним значением процесса и ближайшим пределом поля допуска с половиной полной изменчивости процесса. Индекс пригодности должен использоваться только для сравнения или вместе с Ср и Срk, а также для измерения и выбора приоритетов усовершенствования во времени.
Используя Рр и С р можно рассчитать индекс стабильности технологического процесса:
 (32)
(32)
Технологический процесс стабилен когда Рстаб приближается к 1. При Рстаб > 0,95 – технологический процесс можно считать стабильным, но на предприятиях индекс стабильности устанавливают в диапазоне 0,8-0,95.
Примеры процессов с различными уровнями вариации показаны на рис.6.
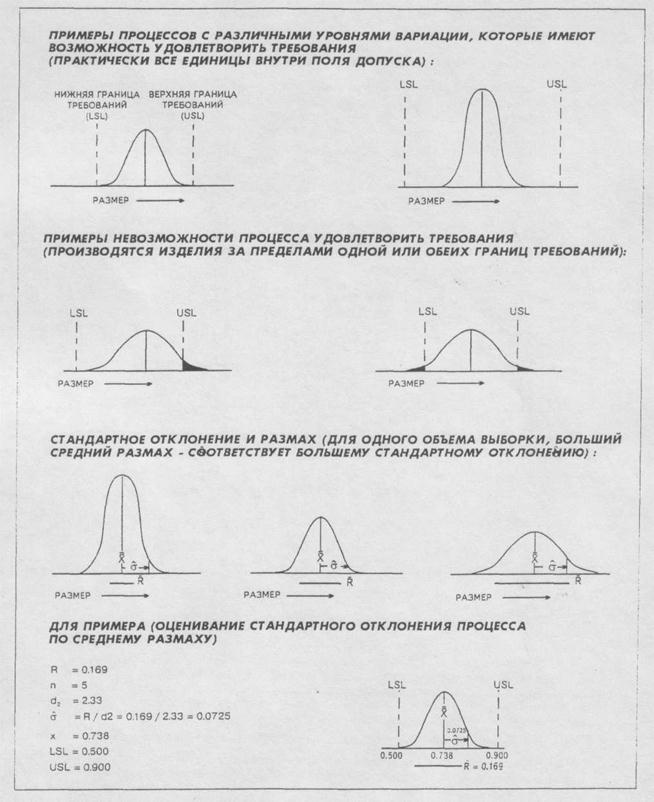
Рисунок 6 – Примеры процессов с различными уровнями вариации.
Чтобы улучшить технологический процесс обычно рекомендуют изменить σ и/или μ.
Изменение σ подразумевает уменьшение разброса, то есть принятия таких мер как: повышения качества поступающего сырья, повышение технологической дисциплины, замена оборудования на новое и т.д.
Используя индексы воспроизводимости и пригодности можно определить стабильность и статистическую управляемость процессов, что необходимо при внедрении контрольных карт регулирования. Сравнивая между собой индексы, полученные в различные периоды времени, можно оценить эффективность проведения мероприятий по повышению качества.
Корректирующие действия должны повышать стабильность процесса и уменьшать его изменчивость, что предполагает максимальное приближение индекса пригодности Рр к индексу воспроизводимости Ср, то есть Рр → С р.
|
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 833; Нарушение авторских прав?; Мы поможем в написании вашей работы!