КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Штамповка взрывом. Штамповка с помощью сжиженых газов
|
|
|
|
СОВРЕМЕННЫЕ ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ МЕТОДЫ ПОЛУЧЕНИЯ ЗАГОТОВОК
Режимы действия экологических факторов
Закон толерантности Шелфорда-Одума
Закон минимума Либиха
СТЕНОБИОНТ
ЭВРИБИОНТ
Зона толерантности
Антропогенные факторы
Биотические факторы
Абиотические факторы
Биологическая адаптация
Факторы среды
Среда обитания
План лекции:
1. Штамповка взрывом. Штамповка с помощью сжиженых газов.
2. Магнито-импульсная обработка.
3. Электрогидроимпульсная обработка.
4. Пневмогидроударная обработка.
5. Область применения и экономическая эффективность высокоскоростных методов обработки.
Процесс горячей объемной штамповки включает, как известно, нагрев заготовки до ковочной температуры, собственно штамповку и обрезку заусенца. Это требует оборудования рабочих мест нагревательными печами, молотом или прессом для штамповки и обрезным прессом. Обычные методы объемной штамповки связаны к тому же с потерями металла на угар и на образование заусенца.
Усовершенствование технологии получения поковок связано с уменьшением потерь металла и сокращением номенклатуры применяемого оборудования.
Детали больших размеров из листового металла (днища, сложные тела вращения и т. п) сейчас изготавливаются беспрессовой штамповкой. Одним из способов беспрессовой штамповки является штамповка взрывом.
В зависимости от размеров и формы штампуемых деталей взрывная штамповка может осуществляться различными способами: при больших габаритных размерах деталей – гидровзрывной штамповкой в бассейнах или бронекамерах, при штамповке небольших деталей – штамповкой в наземных установках

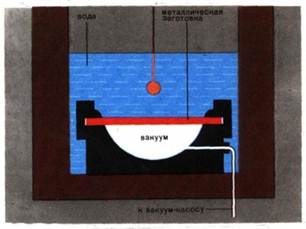
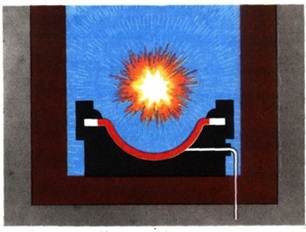
Сущность штамповки взрывом в воде заключается в следующем. Изготавливается матрица по форме детали, на нее накладывается заготовка. Матрица с заготовкой укладывается в резервуар с водой, над ними помещается небольшой заряд. При взрыве его энергия ударной волны передается через несжимаемую среду (воду) и, действуя на заготовку, деформирует ее, придавая форму матрицы.Матрицы могут быть литые из металлов, а также изготовлены и из неметаллических материалов. При штамповке деталей из тонколистовых материалов используют литые матрицы из чугуна, а для толстолистовых материалов – из стального литья. Из неметаллических материалов для изготовления матриц в основном используют дерево, железобетон и компаунды на основе эпоксидных смол и пластика.
Недостатками взрывной штамповки являются низкая производительность, сложность манипулирования крупногабаритными заготовками и оснасткой, высокая доля ручного труда и повышенные требования к технике безопасности.
Штамповка энергией взрыва газовых смесей. Штамповка осуществляется энергией, высвобождаемой при сгорании или детонации газовых смесей. Этот метод нашел применение для получения деталей из плоских и полых тонкостенных заготовок из пластичных материалов. Он сравнительно прост, дешев и обеспечивает равномерное давление на заготовку.
Наиболее доступными и экономичными газовыми смесями являются кислородно-водородные и кислородно-метановые смеси, обладающие высокой теплотворной способностью. При сжигании смеси в замкнутой емкости могут протекать два основных вида реакции:
1) адиабатическое сгорание, когда химическое превращение протекает во всем объеме с невысокой скоростью продуктов горения;
2) газовая детонация, когда реакция протекает со сверхзвуковой скоростью и распространяется в детонационной форме.
Наибольшее применение нашла схема штамповки, при которой перед штамповкой в камеру сгорания под давлением 0,3–0,5 МПа от отдельных источников вводится смесь, состоящая из кислорода и горючего газа. Воспламенение смеси осуществляется от искры обыкновенной автомобильной свечи. В верхней части установки (в трубке) создается детонационная волна, распространяющаяся по всему объему с давлением 1000–1500 МПа.
Возможности штамповки газовыми горючими смесями ограничены габаритами деталей и большой металлоемкостью оборудования.
В отдельных случаях при штамповке тонколистовых материалов в качестве энергоносителя используются сжиженные газы, помещенные в нетеплоизолированную емкость. Давление, потребное для штамповки, создается за счет быстрого испарения жидкого газа. Так, при испарении 1 литра жидкого азота при 0°С образуется 650 литров газа. Кроме жидкого азота, являющегося наиболее доступным газом, можно использовать и сжиженный воздух.
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 3236; Нарушение авторских прав?; Мы поможем в написании вашей работы!