КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологии обработки, основанные на применении электрической энергии
|
|
|
|
СОВРЕМЕННЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ, ОСНОВАННЫЕ НА ПРИМЕНЕНИИ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ
Лекция №4.
План лекции:
1. Технологии обработки, основанные на применении электрической энергии.
2. Электрохимикоимпульсная технология.
3. Электроконтактная обработка.
4. Электронно-лучевая обработка
Общее название методов обработки конструкционных материалов непосредственно электрическим током, электролизом и их сочетанием с механическим воздействием. В э. и э.м.о. включают также методы ультразвуковые, плазменные и ряд других методов. С разработкой и внедрением в производство этих методов сделан принципиально новый шаг в технологии обработки материалов — электрическая энергия из вспомогательного средства при механической обработке (осуществление движения заготовки, инструмента) стала рабочим агентом. Всё более широкое использование Э. и э. м. о. в промышленности обусловлено их высокой производительностью, возможностью выполнять технологические операции, недоступные механическим методам обработки. Э. и э. м. о. весьма разнообразны и условно их можно разделить на электрофизические (электроэрозионные, электромеханические, лучевые), электрохимические и комбинированные (рисунок 1).
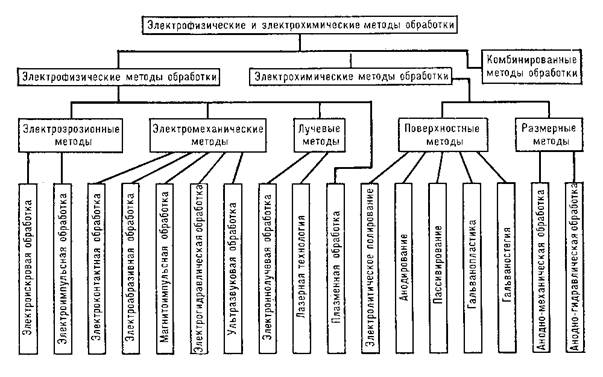
Рисунок 1 – Классификация методов обработки, основанных на применении электрической энергии
2. Электрохимикоимпульсная технология обработки (электрохимическое полирование металлов и анодно-химическая обработка) основана на явлениях, связанных с прохождением электрического тока через растворы электролитов.
Этот метод обработки позволяет очищать поверхности обрабатываемых материалов от окислов, ржавчины, жировых пленок и других загрязнений, а также сглаживать, доводить, шлифовать и полировать поверхности заготовки.
В процессе электрохимического полирования при анодном растворении металла, т.е. при переходе в раствор металла с поверхности электрода (анода), соединенного с положительным источником тока, на поверхности полируемой заготовки образуется вязкая пленка солей, защищающая микровпадины полируемой поверхности от действия тока, но не препятствующая растворению выступов. Интенсивность съема металла составляет 3-10 мкм/мин, длительность процесса зависит от заданного съема: для черных и цветных металлов 4-10 мин, для легких сплавов 3-5 мин. Достижимая точность обработки в пределах 7-8-го квалитетов: шероховатость поверхности в пределах от 2,5 до 0,04 мкм по критерию Ra.
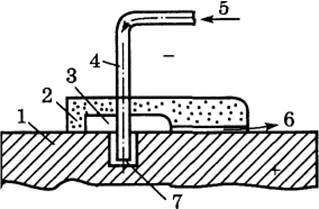
1 — обрабатываемая заготовка (анод); 2 — прижим; — полость для электролита; — латунная трубка (катод); 5 — подвод электролита; 6 — возврат электролита;
7 — обрабатываемое отверстие
Рисунок 2 – Схема электрохимического прошивания отверстия
Если на режущей кромке инструмента создать повышенную плотность тока, а этим самым усилить процесс растворения этого участка, то возможно электрохимическое затачивание режущего инструмента.
На рисунке 2 схематически показано прошивание отверстия электрохимическим методом.
Если между торцом латунной трубки (катода) и поверхностью обрабатываемой заготовки (анода) создать местную электролизную ванну, то можно осуществить анодное растворение участка, ограниченного трубкой, т.е. произвести электрохимическое прошивание отверстия. Прошивание протекает при большой интенсивности съема металла 500-2000 мкм/мин и обеспечивает шероховатость поверхности в пределах от 5 до 1,25 мкм по Ra.
По этому же принципу, изменяя форму и размер катодной трубки, можно получать отверстия различных форм и размеров.
3. Электроконтактная обработка - разновидность электромеханической обработки, при которой инструмент снимает с заготовки материал, размягченный (расплавленный) при нагреве электрическим током, проходящим в месте контакта инструмента с деталью.
Источником теплоты служат импульсные дуговые разряды.
Этот вид обработки рекомендуется для крупных деталей из углеродистых и легированных сталей, чугуна, цветных сплавов, тугоплавких и специальных сплавов.
Этот метод применяют для зачистки отливок от заливов, отрезки литниковых систем, зачистки проката, шлифования коррозионных деталей из труднообрабатываемых сплавов.
Электротермический метод обработки основан на свойстве электрического тока выделять тепло при прохождении по замкнутой цепи.
Так как степень тепловыделения пропорциональна сопротивлению цепи, то на участках сопротивления может быть достигнута высокая температура. В местах контакта электрический ток может разогревать, размягчать и даже плавить металл.
Используя этот принцип, можно сглаживать поверхность, удалять металл, наносить его на поверхность, прошивать отверстия, прорезать пазы, а также затачивать режущий инструмент.
Для регулирования хода процесса можно применять искусственное охлаждение или изменять скорость перемещения инструмента.
Этим же методом можно производить наплавку, нанося слой металла на заготовку путем плавления электродной проволоки теплом, выделяющимся при контакте электрода с заготовкой в струе жидкости.
Анодно-механическая обработка основана на растворении поверхности анода с образованием пленок, которые удаляют механическим путем — путем движения металлического катода. На этом принципе, например, построена анодно-механическая резка металла (рисунок 3).
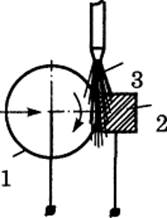
1 — режущий диск (катод); 2— разрезаемый материал(анод);
3 — раствор (например, жидкое стекло)
Рисунок 3 – Схема анодно-механической резки металла
При движении катода 1 (диска или ленты), соприкасающегося под давлением через образующуюся пленку с поверхностью разрезаемого. металла 2 (анода), происходит направленное разрушение металла в результате совместного действия электрохимического и электротермического тока, проходящего между разрезаемым материалом и диском в среде водного раствора жидкого стекла 3. При разрезании интенсивность съема металла составляет 2000-6000 мм3/мин; точность обработки до 10-9-го квалитета, а шероховатость поверхности в пределах 160-40 мкм по R а.
При анодно-механическом долблении направленное разрушение металла осуществляется также под действием электрохимического и электротермического тока, причем катодом является инструмент, представляющий негативную форму обрабатываемой поверхности, а анодом—обрабатываемый металл. При этом методе обработки съем металла составляет 50-250 мм3/мин, при приведенной выше точности обработки и шероховатости до 2,5 мкм по Rа.
Анодно-механической обработкой можно выполнять также отделочное и притирочное шлифование. В этом случае процесс заключается в механическом удалении пленок, образующихся на поверхности обрабатываемой заготовки (анода) при прохождении тока между его поверхностью и пластинкой (катодом), помещенной в электролите. Инструмент, удаляющий пленку, является электронейтральным. Интенсивность съема металла составляет 2-6 мм3/мин, точность обработки 6-7-го квалитета и шероховатость поверхности 0,26-0,08 мкм по Rа.
|
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 839; Нарушение авторских прав?; Мы поможем в написании вашей работы!