КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Разработка и обоснование схемы обеспечения взаимозаменяемости сборочной единицы и ее деталей
|
|
|
|
Составление технических условий поставки деталей и подборок на сборку.
Технические условия (ТУ) поставки деталей и подсборок определяют ту степень законченности, с которой они должны поступать на сборку узла, агрегата.
Условия на поставку составляются лишь в тех случаях, если поставляемые детали отличаются от требований чертежа. Например, в ТУ поставки указываются:
а) наличие, положение и размеры технологических припусков;
б) наличие, расположение и диаметр сборочных (С.О.), базовых (БО) и направляющих (Н.О.) отверстий, исходя из выбранного метода сборки;
в) наличие или отсутствие определенных видов термообработки, защитного покрытия (например, перед сборкой-сваркой);
г) другие требования, связанные с характером собираемой конструкции и
методом сборки.
Условия поставки оформляются на специальных бланках карт поставки и увязки деталей. При дипломном проектировании допускается при отсутствии указанных карт оформить ТУ поставки в пояснительной записке в виде таблицы.
Пример ТУ поставки на сборку шпангоута смотри в таблице 7.
| № поз | Наименование детали или подсборки | Эскиз (делается по необходимости) | Условия поставки |
| Верхушка шпангоута | Подавать в собранном виде согласно чертежу, но без отверстий крепления накладок поз. 7и8 | ||
| Балка | Подавать в собратом виде согласно чертежу со
следующими отклонениями: — 8 отверстий (РО) в 1 узлах навески мотогондол с -предварительным  26,0 мм
— — все отверстия под
болты крепления балки с
боковинами поз. 3 давать в
качестве Н.О. 26,0 мм
— — все отверстия под
болты крепления балки с
боковинами поз. 3 давать в
качестве Н.О.  4,0 мм 4,0 мм
| ||
| Боковина | 
| Подавать в собранном виде
согласно чертежу с двумя Б.О,
5,2 мм по шаблону и без
отверстий крепления накладок
поз, 5, 6, 7, 8.
| |
| Низина шпангоута | 
| Подавать детали,
изготовленные по шаблону
согласно чертежу с двумя Б.О.
5,2 мм по шаблону и без
отверстий крепления накладок поз, 5 и 6.
| |
| 5;7 | Накладка | Подавать детали,
изготовленные по шаблону согласно чертежу; все отверстия — в качестве Н.О 
| |
| 6,8 | Накладка | 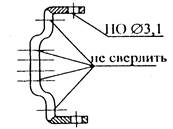
| Подавать детали,
изготовленные по шаблону
согласно чертежу; отверстия в
полках — в качестве Н.О. 3,1
мм, отверстия в степке
накладок не сверлить
|
Детали, узлы и другие сборочные единицы самолета, поступающие на сборку, должны совпадать по сопрягаемым поверхностям без подгонки или
подбора, то есть должны удовлетворять требованиям геометрической
взаимозаменяемости.
Взаимозаменяемость механически обрабатываемых деталей, не связанных с обводами планера самолета, обеспечивается системой допусков и посадок с применением гладких калибров и других средств. Взаимозаменяемость деталей малой жесткости, образующих аэродинамические обводы самолета, обеспечивается применением формообразующей и другой технологической заготовительной и сборочной оснастки, взаимно согласованной (увязанной) при изготовлении. Аналогично обеспечивается взаимозаменяемость по разъемам и стыкам самолетных сборочных единиц.
Схема обеспечения взаимозаменяемости — это графическое изображение (в виде условных обозначений) последовательности увязки геометрических параметров оснастки, деталей и сборочных единиц самолетной конструкции.
Методика составления схем следующая: в нижнем ряду изображаются увязываемые детали, подсборки и сборочная единица (узел, секция, агрегат); во втором снизу ряду размещают и изображения рабочей технологической
заготовительной, сборочной и контрольной оснастки (пуансоны, штампы,
формблоки, сборочные и контрольные приспособления); в последующих рядах изображают средства увязки (шаблоны, макеты, слепки, монтажные эталоны, калибры разъёмов, координатные стенды и т.п.); затем в верхнем ряду— первоисточник увязки. Между изображениями проводят линии связи.
Пример схемы обеспечения взаимозаменяемости смотри в приложении.
В настоящее время в производстве летательных аппаратов наиболее широко используется расчетно-плазовый метод увязки. При этом методе построение конструктивных осей и теоретических обводов осуществляется по программе, составленной на основании аналитической информации, полученной с теоретического чертежа агрегата. Взаимная увязка сопрягаемых контуров деталей осуществляется в соответствии с конструктивным чертежом сборочной единицы и в процессе расчерчивания конструктивного плаза. Эта информация может быть представлена в виде программы, если достаточно для ее создания математического обеспечения (аналитически заданной информации).
Перенос размеров при этом методе увязки на самолетные на самолетные детали осуществляется через шаблоны и заготовительную-штамповочную-оснастку, а на сборочную единицу – через сборочное приспособление (СП).
Монтаж базово-фиксирующих элементов СП может быть осуществлен с использованием одного из возможных методов:
— эталонно-шаблонного;
— координатно-шаблонного (инструментально-макетного);
—безмакетного (с применением лазерных или других оптических систем).
Возможны смешанные методы монтажа.
При разработке схемы обеспечения взаимозаменяемости необходимо пользоваться составленной ранее ведомостью изготовления и оснащения деталей сборочной единицы (смотри таблицу 1 настоящего пособия).
Пример схемы обеспечения взаимозаменяемости дается с учетом типа самолета, характера заданной сборочной единицы и программы выпуска изделий.
Пример обоснования выбранной схемы обеспечения взаимозаменяемости шпангоута.
Рассматриваемый в качестве примера шпангоут имеет поверхность каркаса (ПК), связанную с аэродинамическим обводом, а также имеет узлы навески мотогондол с отверстиями разъема (РО). Поэтому изготовление основных деталей и их сборка должны осуществляться с высокой степенью точности. Это, в свою очередь, может быть обеспечено применением соответствующей заготовительной и сборочной оснастки. Эта оснастка, помимо точности, обеспечивает и взаимозаменяемость объект сборки н его деталей.
С учетом характера конструкции шпангоута, требований по точности изготовления, заданной программы выпуск, для обеспечения взаимозаменяемости по сопрягаемым поверхностям и отверстиям считаю целесообразно использовать расчетно-плазовый метод увязки оснастки. При этом по программам обрабатываются на СЧПУ обводобразующие поверхности шаблонов, пуансонов, ложементов сборочных приспособлений, атакже таких жестких деталей, как кронштейны верхушки шпангоута и узлы навески балки. Монтаж фиксаторов сборочных приспособлений шпангоута и его отдельных подсборок осуществляется по шаблонам ШП (ШМФ) и макету. Для их изготовления и монтажа, в свою очередь, используется координатный стенд-плаз-кондуктор или инструментальный стенд.
Вся эта система позволяет обеспечить точность и взаимозаменяемость шпангоута, его подсборок и деталей.
|
|
|
|
|
Дата добавления: 2017-01-14; Просмотров: 1496; Нарушение авторских прав?; Мы поможем в написании вашей работы!