КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Конструирование базовой части приспособления
|
|
|
|
Выбор схемы контроля
Схема контроля – совокупность схемы установки сборочной единицы или детали и связанных с их измерительными базами средства контроля.
Основным требованием при выборе схем контроля является применение таких схем, для которых возможна реализация комплексной проверки нескольких параметров с использованием одного средства измерения.
Выбор схемы контроля основывается на обеспечении заданных показателей процесса технического контроля при условии минимальных затрат на его реализацию. Кроме того. учитывают объем, полноту, периодичность, продолжительность и другие показатели контроля.
В связи с тем, что одну и ту же метрологическую задачу можно решить с помощью различных средств измерения и средств контроля, которые имеют не только разную стоимость, но и разные точность и другие метрологические показатели, дают неодинаковые результаты, выбор точности средства контроля имеет первостепенное значение.
Исходя из анализа существующих схем контроля радиального биения мы можем выбрать наиболее оптимальную схему контроля, которая представлена на рис 1.
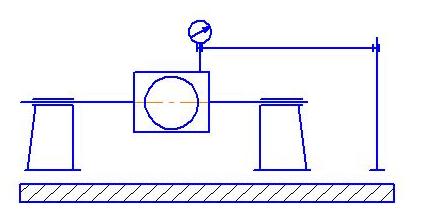
Рис. 1. Схема контроля радиального биения с базированием измеряемой детали в центрах измерительной головкой.
Контрольное приспособление состоит из установочных, зажимных, измерительных и вспомогательных элементов, смонтированных в корпусе приспособления.
На установочные элементы (опоры) ставят поверяемую деталь, заготовку (узел) своими измерительными базами в процессе контроля.
Для проверки деталей на радиальное биение применяют установку на одно или два соосных цилиндрических отверстия. Простейшую схему установки используют при посадке поверяемой детали на гладкую цилиндрическую оправку или палец.
При поверке деталей на биение оправки устанавливают в центры или призмы.
При проектировании базовой части приспособления в первую очередь мы должны выбрать измерительную головку. Выбор измерительной головки производится с учетом того, что цена деления головки не должна превышать 1/3 поля допуска на соответствующий размер.
Исходя из этого условия выбираем измерительную головку пружинную головку 10ИГП.
1. Головка предназначена для линейных измерений методом непосредственной оценки или методом сравнения с мерой.
Область применения – различные области машиностроения и приборостроения.
Рабочее положение головок – произвольное.
При эксплуатации должны соблюдаться следующие условия:
температура окружающей среды, 
изменение температуры не более 
атмосферное давление, кПа 
относительная влажность воздуха %, не более 
2. Технические характеристики
Приведем в таблице:
| Технические характеристики | Модель 10ИГП |
| Диапазон измерений, мм | ±0,3 0,01 |
| Цена деления шкалы, мм | |
| Измерительное усилие, сН, не более | 8h7 60x25x95 0,47 |
| Присоединительный диаметр, мм | |
| Габаритные размеры, мм, не более | |
| Масса, кг, не более |
Биение торцовых и периферийных рабочих поверхностей дисков проверяют на контрольном приспособлении с вращающейся оправкой. Поверяемую деталь устанавливают на основание 1, на котором она центрируется оправкой 13. Закрепление осуществляется винтом 3, через шайбы 2 и 4, имеющие сферические сопрягаемые поверхности для самоустановки. Оправка 13 закрепляется гайкой 15 и располагается во втулке 14, которая находится в корпусе 16 и закреплена гайкой 15. Нижняя коническая часть оправки 13 притерта без люфта на втулке при наличии прокладки 8. Это обеспечивает вращение оправки на втулке без зазора, что важно для точности измерений при значительных диаметрах дисков. Биение рабочих канавок проверяют измерительной головкой 6, которая винтом 5 через втулку 7 закрепляется на стойке основания. Эта ИГ 6 установлена на подвижной стойке основания 16. Для снятия проверенного диска планку с ИГ 6 отводят вверх шарнирным рычагом. Рабочее положение планки с ИГ 6 регулируется упорным винтом 10 и гайкой 11. Проверка радиального биения осуществляется ИГ 3. Она закрепляется винтом 5 через втулку 4. Эта головка также отводится в сторону по окончании измерения и замене контролируемого диска. На стойке 8, которая закреплена на основании 9, установлен кронштейн 2, удерживающий еще две ИГ с помощью винтов. Эти ИГ проверяют биение рабочих поверхностей канавок, которые расположены на наружной цилиндрической поверхности контролируемого диска.
Настройка ИГ на размер и необходимый натяг измерительного щупа производится путем перемещения кронштейна по стойке с последующим зажимом винтом 2.
Для определения биения рабочих поверхностей диска оправке 13 дается один – два оборота с помощью штурвала 9. По разности показаний ИГ определяют биение рабочих поверхностей диска относительно оси отверстия.
Для смазывания трущихся поверхностей приспособления, предусмотрена пресс-масленка, через которую подается масло к месту контакта деталей.
Для крепления приспособления применяют болты. Число болтов примем в зависимости от длины основания и минимальное число в нашем случае: при L=302,5 мм число болтов равно 4.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 785; Нарушение авторских прав?; Мы поможем в написании вашей работы!