КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Номинальные размеры
|
|
|
|
Оформление рабочих чертежей. Независимо от конструктивного и техно-логического вида детали ее чертеж должен быть оформлен соблюдением требований стандартов, определяющих форматы (ГОСТ 2.30-1-68), масштабы (ГОСТ 2. 302-68), лини (ГОСТ2.303-68), шрифты (ГОСТ 2.304-81), обо-значения графические материалов и правила их нанесения на чертежах (ГОСТ 2.306-68).
Изображения и обозначения формы детали. Рабочий чертеж должен, содержать необходимое количество изображений и размеров, определяющих форму детали. Изображения должны с наибольшей выразительностью и в удобном масштабе передавать формы наружных и внутренних поверхностей детали. Рабочий чертеж, должен удовлетворять общим требованиям, установленным стандартами ЕСКД.
Изображения и обозначения материалов. Материал, из которого изготовлена деталь, на чертеже должен быть графически обозначен на всех разрезах и сечениях детали В некоторых случаях должна быть указана лицевая сторона материала, направление волокон, основы и т. п. Наименование материала, его марка, сорт, ГОСТ и другие сведения должны быть указаны в основной надписи.
Обозначение состояния материала. Требования, предъявляемые к материалу и. его качеству, должны быть указаны в технических требованиях. Если материал детали подлежит термической обработке или на поверхности его должно быть нанесено покрытие, то об этом на чертеже необходимо сделать соответствующие надписи (ГОСТ 2.109-73-основные требования к чертежам, ГОСТ 2.316-68- ЕСКД.Правила нанесения на чертежах надписей, технических требований).
Основная надпись, технические требования. Каждый чертеж содержит основную надпись, которую необходимо заполнить по правилам стандартов ЕСКД. Текстовая часть технических требований, надписи с обозначением изображений, обозначение элементов изделия и другие указания, относящиеся к. детали или ее изображению, выполняются в соответствии со стандарта-ми ЕСКД.
Общий вид деталей необходимо начертить на листе А1. В расчетно-пояснительной записке нужно описать спроектированные конструкционные параметры деталей, особенности его работы, а так же конструкторские расчеты.
| При разработке чертежа нужно рассчитать и выбрать посадки, допуски и отклонения для основных сопряжений устройства, строго придерживаясь Единой системы допусков и посадок (ЕСДП). На всех чертежах деталей обязательно указать в соответствии с ГОСТом допуски и посадки, особые условия изготовления. Чертежи выполняют в соответствии с требованиями ЕСКД. Выполнение рабочих чертежей деталей |
| Основное внимание при выполнении рабочих чертежей деталей следует обратить на увязку формы, размеров и шероховатости поверхностей сопря- |
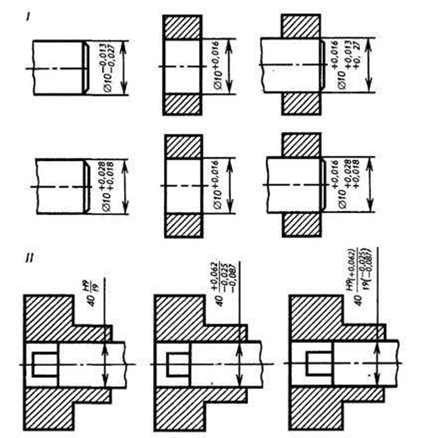
| женных деталей и на разработку конструктивных и технологических элементов деталей. На рисунке 1 приведены примеры разработки конструктивных и технологических элементов деталей при различных способах соединения деталей. Форма и размеры конструктивных элементов определяются стандартами и вычерчиваются с использованием соответствующих таблиц. Например, на изображении резьбового соединения не показаны проточки и фаски, а на изображениях отдельных деталей резьбовые проточки показаны на основных изображениях деталей. Форма и размеры проточек соответствуют стандарту. Рабочие чертежи деталей должны быть выполнены с учетом следующих требований: 1. Деталь на рабочем чертеже вычерчивается в том же положении, какое она занимает при ее изготовлении. Корпусные детали и крышки с небольшим количеством поверхностей, подвергающихся механической обработке, допускается располагать в положении, соответствующем положению детали в сборочной единице. 2. Главный вид детали выбирается с учетом следующих условий: – по возможности большее количество осей отверстий и других элементов ориентируют параллельно фронтальной плоскости проекций, на которой |
| 6. Размеры на сопряженных деталях, следует проставлять одновременно, чтобы обеспечить увязку размеров. 7. Размеры формы элементов деталей указываются по возможности на одном изображении, на котором данный элемент имеет более полное изображение. Размеры диаметров отверстий проставляются на разрезах этих отверстий. Размеры некруглых отверстий и пазов проставляются на тех изображениях, на которых показана форма отверстий. 8. Размеры положения элементов деталей проставляются от технологических и конструкторских баз. 9. При определении размеров деталей, которые берутся непосредственно с изображения на чертеже общего вида, следует учитывать масштаб изображения чертежа общего вида. |
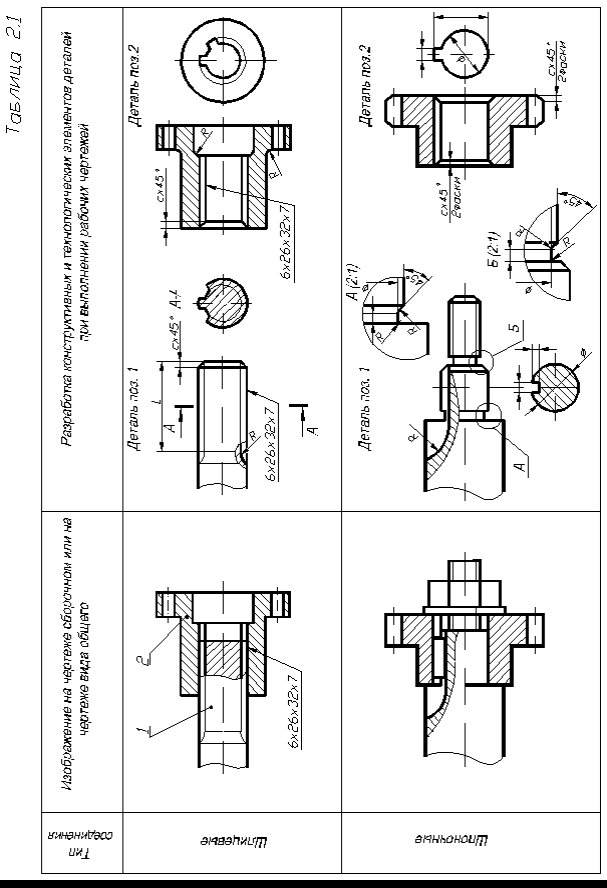
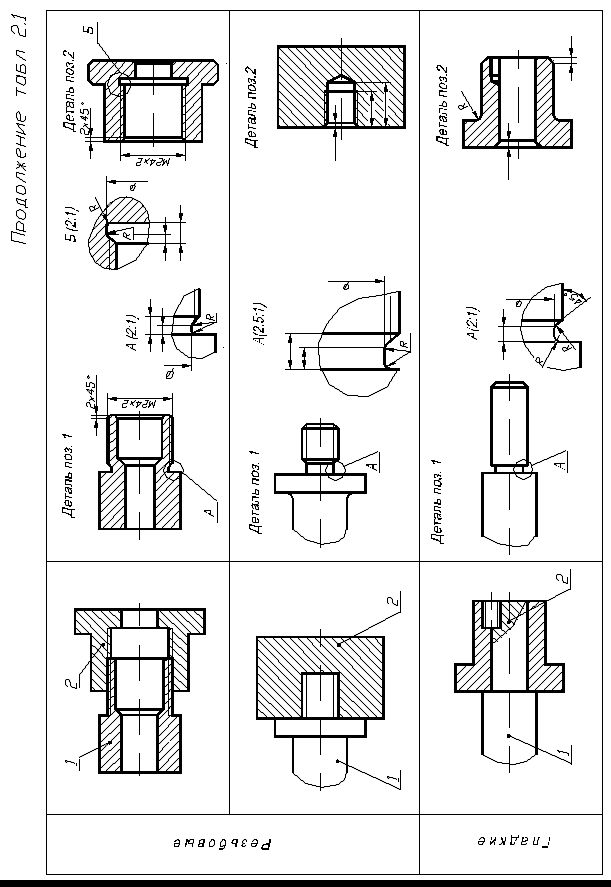
Рис. 1. Примеры разработки конструктивных и технологических элементов
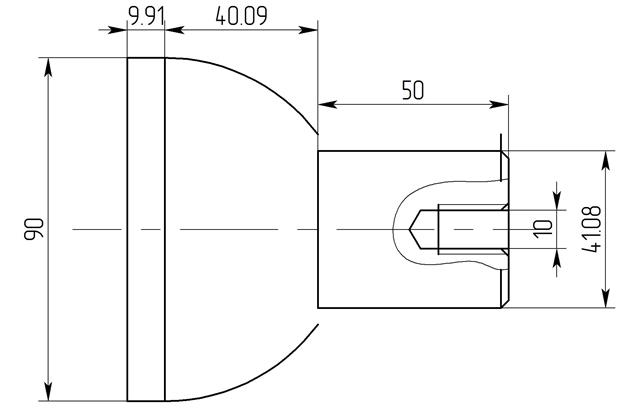
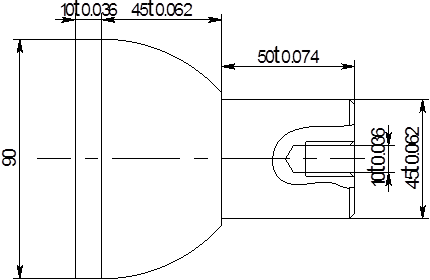
Рис.2. Эскиз контура детали
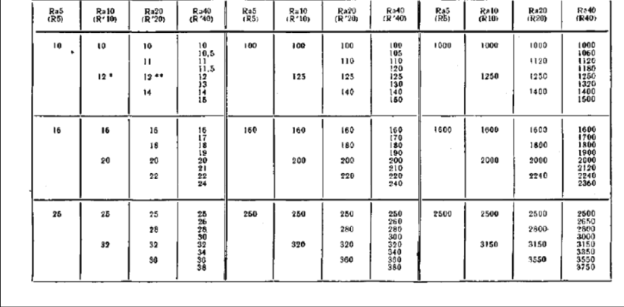
Все размеры должны соответствовать требованиям нормальных линейных размеров. Номинальный размер – размер, относительно которого определяют предельные раз-меры и который служит также началом отсчета отклонений. Для сопрягаемых деталей номинальный размер является общим. Он определяется расчетами на прочность, жесткость и т. д., округляется до наибольшего значения с учетом «нормальных линейных размеров».
Номинальные линейные размеры (диаметры, длины, уступы, глубины, расстояния между осями и т. д.) деталей, их элементов и соединений должны назначаться из числа стандартных по ГОСТ 6636—69. При этом полученное расчетом или иным путем исходное значение размера, если оно отличается от стандартного, следует округлить обычно до ближайшего большего стандартного размера. Применение стандартных номинальных размеров дает большой экономический эффект, так как создает основу для сокращения типоразмеров изделий и деталей», а также технологической оснастки, в первую очередь размерных режущих инструментов, калибров и т. п.
На основе общего стандарта в рамках отрасли или отдельного предприятия целесообразно разработать ограничительный стандарт на нормальные линейные размеры, что позволяет а еще большей степени упорядочить и сократить размерный ряд изделий и инструментальное хозяйство с учетом конкретных требований и условий производства. Особенно важно сокращение многообразия размеров сопрягаемых поверхностей, для которых применяется наибольшее количество размерной оснастки.
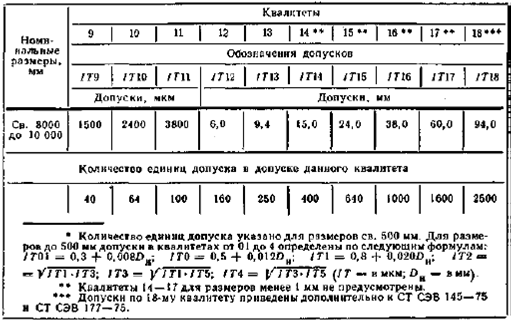
Стандарт на нормальные линейные размеры построен на основе рядов предпочтительных чисел (ГОСТ 8032—56), принятых во всем мире, в том числе в стандартах ИСО и СЭВ, в качестве универсальной системы числовых значений параметров и размеров продукции всех отраслей народного хозяйства. Ряды предпочтительных чисел (табл. 1,2) представляют собой геометрические прогрессии со знаменателями которые в каждом десятичном интервале содержат соответственно 5, 10, 20 и 40 чисел, что отражено в обозначениях рядов.
Кроме основных рядов предпочтительных чисел, обозначаемых буквой R, в технически обоснованных случаях допускается применять округленные значения некоторых предпочтительных чисел. Ряды, содержащие числа первого округления, обозначаются, согласно рекомендациям ИСО и СЭВ, буквой R', а ряды, содержащие числа второго округления, обозначаются R*. Геометрическая прогрессия обеспечивает рациональную градацию числовых значений параметров и размеров, когда нужно установить не одно значение, а равномерный ряд значений в определенном диапазоне. В этом случае число членов ряда получается меньшим по сравнению с арифметической прогрессией.
По этим причинам предпочтительные числа (чаще ряды R5, R10 и R 10) применяют и при построении систем допусков на различные размерные параметры, в том числе до-пусков резьбы, зубчатых передач, формы, расположения и шероховатости поверхностей.
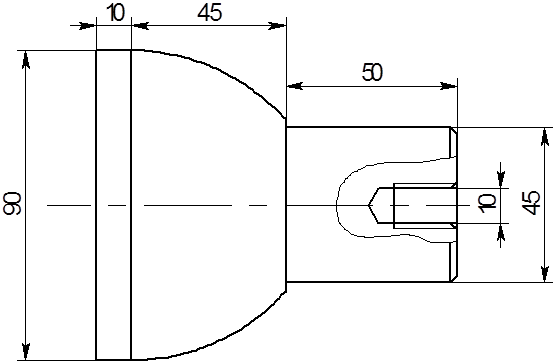
Выбор нормальных линейных размеров для детали 1, показанной на рисунке 2.1. Размеры 50,10, 90 соответствуют ряду нормальных линейных размеров по таблице 1, необходимо ввести корректировку для значений 9.91, 40.09 и 41.08.
В соответствии с ГОСТ 6636-69 :
-Размер 9.91 мм.изменим на 10 мм. (который соответствует ряду Ra20)
- Размер 90 мм. Оставим неизменным. (который соответствует ряду Ra20)
- Размер 40.09 мм. Изменим на 45 мм. (который соответствует ряду Ra20)
- Размер 41.08 мм. изменим на 45 мм. (который соответствует ряду Ra20)
-Размер 50 мм. Оставим неизменным. (который соответствует ряду Ra20)
-Размер 10 мм. Оставим неизменным. (который соответствует ряду Ra20)
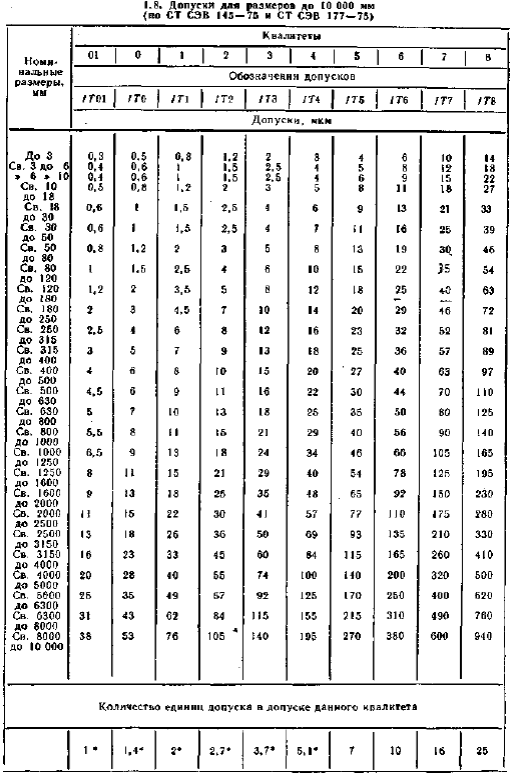
1.1 Назначение допусков
Допуск назначается исходя из назначения поверхности изделия. При выборе и назначении допусков и посадок конструктор всегда исходит из того, что изготовление деталей по квалитету, соответствующему большей точности, т. е. с малым допуском, связано с повышением себестоимости из-за больших трудовых и материальных затрат на оборудование, приспособления, инструмент и контроль. Но при этом обеспечиваются высокая точность сопряжений, высокие эксплуатационные показатели изделия в целом.
Изготовление деталей по квалитетам с расширенными допусками проще, не требует точного оборудования и отделочных технологических процессов, однако точность сопряжений и, следовательно, долговечность машин снижены.
Таким образом, перед конструкторами всегда стоит задача — рационально, на основе технико-экономических расчетов, разрешать противоречия между эксплуатационными требованиями и технологическими возможностями, исходя в первую очередь из выполнения эксплуатационных требований.
В учебной практике, видимо, проще пользоваться методом подобия. Вместе с тем при необходимости уточнений следует уметь обращаться к справочным таблицам стандартных величин допусков и предельных отклонений.
Приведем пример. Предположим, что в период выполняемой вами работы возникла необходимость уточнить характер соединения двух деталей и назначить для каждой рациональный допуск. Вначале, пользуясь табл. 10 следует установить, какая из трех групп посадок необходима для выполнения данным соединением рабочей функции. При этом надо учитывать, что каждое последующее буквенное обозначение основного отклонения зазора и натяга означает соответственно уменьшение зазора и увеличение натяга.
Теперь обратимся к ГОСТ 25347-82. По содержащейся в нем табл. 17 «Рекомендуемые посадки в системе отверстия при номинальных размерах от 1 до 500 мм» выбираем для данного сочленения двух деталей посадку, например, к6. Выдержка из указанной таблицы стандарта приведена в табл. 11.
Допуски для отверстий рекомендуется брать на квалитет больше, так как отверстие труднее обработать и измерить. Как уже указывалось, с увеличением квалитета величина допуска становится больше.
Поля допусков располагаем относительно номинальных размеров следующим образом: в "плюс" - для диаметральных размеров внутренних поверхностей, в "минус" - для диаметральных размеров наружных поверхностей, симметрично - для остальных размеров.
Порядок выбора и назначения квалитетов точности и посадок
Выбор квалитета точности. Определение оптимальной точности обработки и выбор квалитета точности часто представляют собой сложную задачу. При произвольном назначении необоснованно высокого квалитета с малыми допусками увеличивается стоимость изготовления деталей. При выборе более низкого квалитета точности стоимость изготовления уменьшается, но снижаются надежность и долговечность работы деталей в узле.
Для решения этой задачи необходимо учесть не только характер посадки конкретного соединения и условия его работы, но и рекомендации.
Квалитеты 5 и 6 применяются в особо точных соединениях, таких как «поршневой палец — втулка верхней головки шатуна двигателя автомобиля», «шейки коленчатого вала — вкладыши подшипников» и т. п.
Квалитеты 7 и 8 применяются для соединений зубчатых колес с валом, установки подшипников качения в корпус, фрез на оправки и т. п.
Квалитеты 9 и 10 применяются в тех соединениях, где требования к точности понижены, а к соосности и центрированию они сравнительно высокие (например, установка поршневого кольца в канавке поршня по высоте, посадка звездочек на вал и т.д.).
Квалитеты 11 и 12 распространены в подвижных соединениях сельскохозяйственных машин, в посадках часто снимаемых деталей, не требующих высокой точности центрирования, в сварных соединениях.
Посадки с зазором. Характер и условия работы подвижных соединений отличаются разнообразием.
Посадки группы Н/h характерны тем, что минимальный зазор в них равен нулю. Они применяются для пар с высокими требованиями к центрированию отверстия и вала, если взаимное перемещение вала и отверстия предусматривается при регулировании, а также при малых скоростях и нагрузках.
Посадку H5/h4 назначают для соединений с высокими требования-ми к точности центрирования и направлению, в которых допускается проворачивание и продольное перемещение деталей при регулировании. Эти посадки используют вместо переходных (в том числе для сменных частей). Для вращающихся деталей их применяют только при малых нагрузках и частотах вращения.
Посадку H6/h5 назначают при высоких требованиях к точности центрирования (например, пиноли задней бабки токарного станка, измерительных зубчатых колес при их установке на шпиндели зубоизмерительных приборов)
Посадка H7/h6 (предпочтительная) используется при менее жестких требованиях к точности центрирования (например, сменных зубчатых колес в станках, корпусов под подшипники качения в станках, автомобилях и других машинах).
Посадку H8/h7 (предпочтительную) назначают для центрирующих поверхностей, если можно расширить допуски на изготовление при не-сколько пониженных требованиях к соосности.
ЕСДП допускает применение посадок группы H/h, образованных из полей допусков квалитетов 9... 12, для соединений с низкими требованиями к точности центрирования (например, для посадки шкивов зубчатых колес, муфт и других деталей на вал с креплением шпонкой для передачи крутящего момента, при невысоких требованиях к точности механизма в целом и небольших нагрузках).
Посадки группы H/g (H5/g4; H6/g5 и H7/g6 — предпочтительная) имеют наименьший гарантированный зазор из всех посадок с зазорами. Их применяют для точных подвижных соединений, требующих гарантированного, но небольшого зазора для обеспечения точного центрирования, например золотника в пневматических устройствах, шпинделя в опорах делительной головки, в плунжерных парах и т. п.
Из всех подвижных посадок наиболее распространены посадки группы H/f (H7/f7 — предпочтительная, H8/f8 и т.п., образованные из полей допусков квалитетов 6, 8 и 9). Например, посадку H7/f7 применяют в подшипниках скольжения электродвигателей малой и средней мощности, поршневых компрессорах, в коробках скоростей станков, центробежных насосах, в двигателях внутреннего сгорания и др.
Посадки группы Н/е (H7/е8, H8/е8 — предпочтительная, H7/е7 и посадки, подобные им, образованные из полей допусков квалитетов 8 и
9) обеспечивают легкоподвижное соединение при жидкостном трении. Их применяют для быстровращающихся валов больших машин. Например, первые две посадки применяют для валов турбогенераторов и электродвигателей, работающих с большими: нагрузками. Посадки Н9/е9 и H8/е8 применяют для крупных подшипников в тяжелом машиностроении, свободно вращающихся на валах зубчатых колес, и для других дета-лей, включаемых муфтами сцепления, для центрирования крышек цилиндров.
Посадки группы H/d (H8/d9, H9/d9 — предпочтительная и подобные им посадки, образованные из полей допусков квалитетов 7, 10 и 11) применяют сравнительно редко. Например, посадка H7/d8 используется при высокой частоте вращения и относительно малом давлении в крупных подшипниках, а также в сопряжении «поршень — цилиндр» в компрессорах, а посадка H9/d9 — при невысокой точности механизмов.
Посадки группы H/с (H7/с8 и H8/с9) характеризуются значительными гарантированными зазорами, и их применяют для соединений с не-высокими требованиями к точности центрирования. Наиболее часто эти посадки назначают для подшипников скольжения (с различными температурными коэффициентами линейного расширения вала и втулки), работающих при повышенных температурах (в паровых турбинах, двигателях, турбокомпрессорах, других машинах, в которых при работе зазоры значительно уменьшаются вследствие того, что вал нагревается и расширяется больше, чем вкладыш подшипника).
Переходные посадки. Переходные посадки групп H/js, Н/к, Н/т, Н/п применяются для неподвижных разъемных соединений, в которых требуется обеспечить центрирование сменных деталей или (при необходимости) перемещение их друг относительно друга. Посадки характеризуются возможностью появления в сопряжении как зазоров, так и натягов. Не-подвижность соединения достигается дополнительным креплением с помощью шпонок, штифтов и других видов креплений.
Переходные посадки предусмотрены только в квалитетах 4... 8, причем точность вала в них должна быть на один квалитет выше точности отверстия.
В переходных посадках наибольший натяг получается при сочетании наибольшего предельного размера вала (dmax) и наименьшего пре-дельного размера отверстия (Dmin), а наибольший зазор — при сочетании наибольшего предельного размера отверстия (Dmax) и наименьшего предельного размера вала (dmin).
Примеры назначения переходных посадок показаны на рис. 1 (а — соединение «вал — шестерня»; б — соединение «поршень — поршневой палец — головка шатуна»; в — соединение «вал — маховик»; г — соединение «втулка — корпус»).
 |
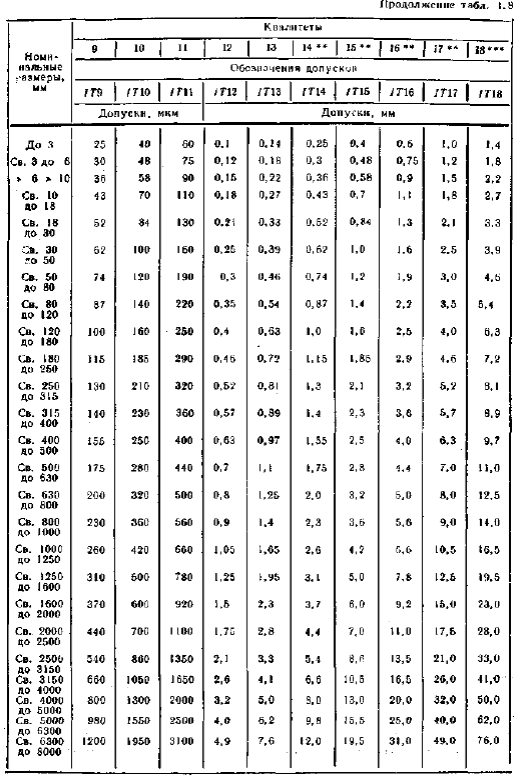
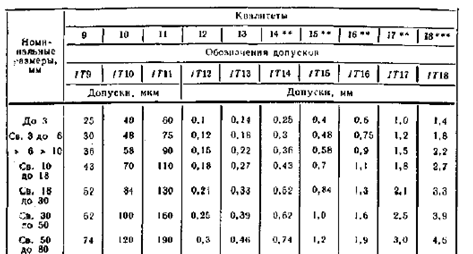
Для поверхности диаметром 90мм. Назначаем квалитет точности 9
Принимаем IT1 равное 87мкм.
Окончательный допуск равен 0,087мкм.
Для размера 10мм. допуск равен 0,036мкм.
Для размера 45мм. допуск равен 0,062мкм.
Для размера 50мм. допуск равен 0,074мкм.
Для размера 45мм. допуск равен 0,062мкм.
Для размера 90мм. допуск равен 0,087мкм.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 6601; Нарушение авторских прав?; Мы поможем в написании вашей работы!