КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Анализ исходных данных
|
|
|
|
Анализ чертежей и уточнение технических требований
Деталь – кронштейн ЗУП ООШ. Материал кронштейн ЗУП ООШ …
Годовой выпуск 600 шт. Масса детали 3,2 кг. Масса заготовки 3,8 кг.
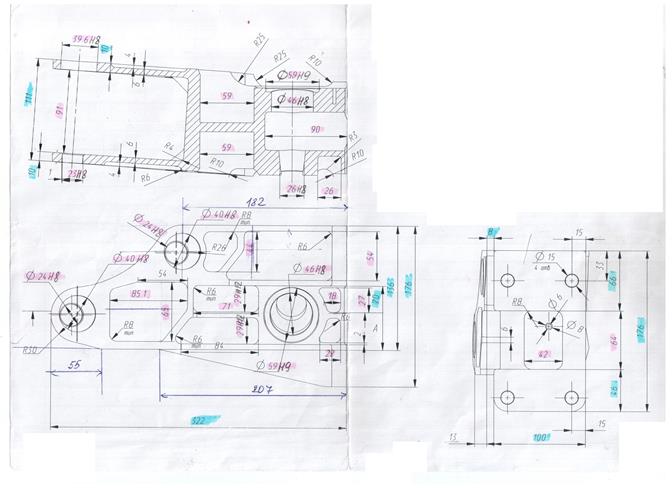
Рисунок 2.1.1 – Чертеж детали
Анализ чертежа детали проводится с целью проверки достаточности проекций, правильности простановки размеров, изучают требования по точности и шероховатости обработки поверхностей, а также другие требования технических условий для обеспечения качества и экономической эффективности изготовления детали.
1. На чертеже достаточно проекций, разрезов и сечений.
2. Технические условия:
– Острые кромки скруглить радиусом 1 мм;
– Предельные отклонения размеров на обрабатываемые толщины ( )
)
– Неуказанные предельные отклонения размеров, допуски формы и расположения поверхностей по ОСТ 1 00022-80;
– Отклонение от соосности Ø40Н9, Ø24Н9 не более 0,05 мм.
3. Ознакомление со всеми размерами, имеющимися на чертеже, обратив особое внимание, на трудноисполнимые (Ø40Н9, Ø24Н9, Ø46Н9, Ø36Н9).
| Вид размера | Размер по чертежу | Допуск размера, Т | Допуск расположения, мм | Допуск формы, мм | Верхнее отклонение, мм | Нижнее отклонение, мм | Полная запись размера | Трудно исполнимые размеры | Трудно контролируемые | Смешанная связь | Шероховатость, Ra | Соответствие точности | Примечание | |||
| по чертежу, мм | по стандарту | соответствие | ||||||||||||||
| мм | мкм | |||||||||||||||
| Охватывае-мые | 0,18 | 0,18 | + | 0,1 | 0,1 | -0,18 | 12Н12( ) )
| - | - | - | 3,2 | + | ||||
| 0,18 | 0,18 | + | 0,1 | 0,1 | -0,18 | - | - | - | 3,2 | + | ||||||
| 0,12 | 0,12 | + | 0,1 | 0,1 | -0,12 | - | - | - | 3,2 | + | ||||||
| 0,12 | 0,12 | + | 0,1 | 0,1 | -0,12 | - | - | - | 3,2 | + | ||||||
| 272,4 | 0,52 | + | 0,25 | 0,25 | -0,52 | - | - | - | 3,2 | + | ||||||
| 125,4 | 0,40 | 0,40 | + | 0,25 | 0,25 | -0,40 | - | - | - | 3,2 | + | |||||
| 0,35 | 0,35 | + | 0,2 | 0,2 | -0,35 | - | - | - | 3,2 | + | ||||||
| 0,21 | 0,21 | + | 0,12 | 0,12 | -0,21 | - | - | - | 3,2 | + | ||||||
| 0,25 | 0,25 | + | 0,16 | 0,16 | -0,25 | - | - | - | 3,2 | + | ||||||
| 0,21 | 0,21 | + | 0,12 | 0,12 | -0,21 | - | - | - | 3,2 | + | ||||||
| 0,21 | 0,21 | + | 0,12 | 0,12 | -0,21 | - | - | - | 3,2 | + | ||||||
| 0,12 | 0,12 | + | 0,1 | 0,1 | -0,12 | - | - | - | 1,6 | + | ||||||
| 4,2 | 0,12 | 0,12 | + | 0,1 | 0,1 | -0,12 | - | - | - | 3,2 | + | |||||
| 0,35 | 0,35 | + | 0,2 | 0,2 | -0,35 | - | - | - | 3,2 | + | ||||||
| 0,15 | 0,15 | + | 0,1 | 0,1 | -0,15 | - | - | - | 3,2 | + | ||||||
| 4,7 | 0,12 | 0,12 | + | 0,1 | 0,1 | -0,12 | - | - | - | 3,2 | + | |||||
| 0,18 | 0,18 | + | 0,1 | 0,1 | -0,18 | - | - | - | 3.2 | + | ||||||
| Охватывающие | - | |||||||||||||||
| - | ||||||||||||||||
| - | ||||||||||||||||
| - | ||||||||||||||||
| Прочие | - | |||||||||||||||
| - | ||||||||||||||||
| - |
 2.2 Анализ технологичности конструкции детали
2.2 Анализ технологичности конструкции детали
Технологичность – совокупность свойств объекта, обеспечивающих требуемый показатель качества и наименьшие затраты при производстве, эксплуатации и ремонте.
Технологичность конструкции детали оценивают на двух уровнях – качественном и количественном. Качественная оценка предшествует количественной и сводится к определению соответствия конструкции детали следующим требованиям:
– конструкция является стандартной;
– для изготовления детали используются стандартные заготовки;
– точность размеров и шероховатость поверхностей детали являются оптимальными, обоснованными конструктивно и экономически;
– при определении жёсткости, формы и размеров, а также механических и физико-химических свойств её материала учитываются возможности технологии изготовления, условий хранения и транспортирования;
– точность и шероховатость поверхностей обеспечивают требуемую точность установки, обработки и контроля;
– заготовку получают рациональным способом (с учётом объёма выпуска и типа производства);
– обеспечивается доступ к обрабатываемым поверхностям и возможность одновременной обработки нескольких заготовок;
– сопряжения поверхностей деталей различных квалитетов и шероховатости соответствуют методам и средствам обработки;
– конструкция детали обеспечивает возможность использования групповых, типовых и стандартных технологических процессов.
| Наименование поверхности | Q0 | Qуп | IT | Ra |
| Верхняя плоскость | 6,3 | |||
| Нижняя плоскость | 6,3 | |||
| Внутренние пазы | 6,3 | |||
| Торец | 6,3 | |||
| Отверстие Ø15 | 6,3 | |||
| Отверстие Ø40Н8 | 3,2 | |||
| Отверстие Ø23Н8 | 3,2 | |||
| Глубокий паз | 6,3 | |||
| Центральный паз | 6,3 | |||
| Неглубокий паз | 6,3 | |||
| Паз у торца | 6,3 | |||
| Паз с торца | 6,3 | |||
| Коническое отверстие | 3,2 | |||
| Отверстие Ø46Н8 | 3,2 | |||
| Боковая поверхность | 6,3 | |||
| Отверстие Ø59Н9 | 3,2 | |||
| Внутренняя боковая плоскость | 6,3 | |||
| Σ |
Коэффициент унификации определяется по формуле
 =
=  ,
,
где – коэффициент унификации;
 – количество унифицированных элементов;
– количество унифицированных элементов;
 – количество всех элементов устройства или детали.
– количество всех элементов устройства или детали.
=  = 0,97
= 0,97
По коэффициенту унификации деталь технологична
 |
Коэффициент использования материала определяется по формуле
 =
=  ,
,
где – коэффициент использованного материала, кг;
 – масса детали, кг;
– масса детали, кг;
 – масса заготовки, кг.
– масса заготовки, кг.
=  = 0,84
= 0,84
Коэффициент точности определяется по формуле
 =
=  ,
,
где – коэффициент точности;
 – средний квалитет.
– средний квалитет.
Средний квалитет определяется по формуле
=  ,
,
где  – квалитет;
– квалитет;
 – количество размеров;
– количество размеров;
 – сумма всех размеров.
– сумма всех размеров.
= 
= 
По коэффициенту точности деталь технологична
 Коэффициент шероховатости определяется по формуле
Коэффициент шероховатости определяется по формуле
 =
=  ,
,
где – коэффициент шероховатости
 – средняя шероховатость.
– средняя шероховатость.
Средняя шероховатость определяется по формуле
=  ,
,
где  – шероховатость;
– шероховатость;
– количество размеров;
– сумма всех размеров.
= 
= 
По коэффициенту точности деталь технологична
Из полученных показателей технологичности можно сделать вывод, что деталь является технологичной, т.е. ее конструкция позволяет использовать все возможности и особенности наиболее экономичного технологического процесса, обеспечивающего его качество.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 472; Нарушение авторских прав?; Мы поможем в написании вашей работы!