КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Отбортовка отверстий
|
|
|
|
Пробивка отверстий
Пробивка - это образование в заготовке отверстия или паза, путем сдвига с удалением части металла в отход. При вырубке отдельная часть, проталкиваемая в матрицу, является деталью, а при пробивке - отходом. Разновидностями пробивки являются операции надреза и обрезка. Надреза - это неполное отделение части заготовки путем сдвига. Обрезка - это удаление излишков металла путем сдвига
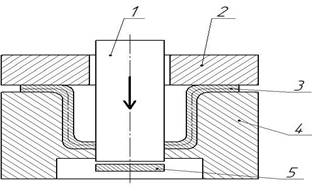 Рис. 7 Пробивка отверстий
Рис. 7 Пробивка отверстий
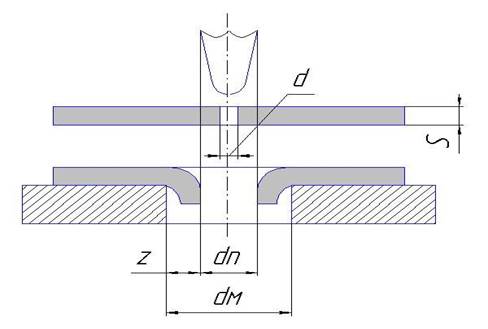
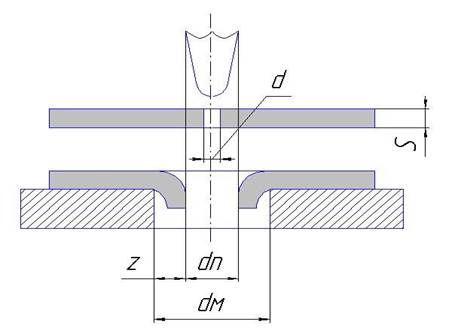
Рис. 8 отбортовка отверстий
Отбортовка отверстий широко используется в штамповочном производстве, заменяя операции вытяжки, с последующей вырубкой дна. Деформация металла при отбортовки характеризуется изменением радиально – кольцевой сетки, нанесенной на заготовку. При отбортовки отверстий происходит удлинение в тангенциальном направлении и уменьшение толщины материала. Расстояние между концентричными окружностями остаются без значительных изменений.
Геометрические размеры при отбортовки определяются исходя из равенства объемов заготовки и детали. Обычно высота борта бывает задана чертежом детали. В этом случае диаметр отверстия под отбортовку примерно подсчитывают, как для простой гибки, это допустимо благодаря небольшой величине деформаций в радиальном направлении и наличию значительного утонения материала.
Диаметр отверстия определяют по форме:
d = D – 2(H – 0.43r – 0.72S).
Высота борта выражается зависимостью:
H = (D-d)/2 + 0.43r +0.72S.
Как видно из последней формулы высота борта при прочих условиях зависит от радиуса закругления. При больших радиусах закругления, высота борта значительно увеличивается.
При повышение зазора между пуансоном и матрицей до z=(8..10)S происходит естественное увеличение высоты и радиуса закругления, борта при этом не увеличиваются, т.к. диаметр отбортовки не меняется. Но вследствие того, что в очаг деформации вовлекается большое количество металла, деформация рассредоточивается, и утонение кромки уменьшается. При увеличении зазора до z=(8..10)S усилие отбортовки уменьшается на 30-35%. Большое влияние на процесс отбортовки и величину усилия оказывает форма пуансона
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 3658; Нарушение авторских прав?; Мы поможем в написании вашей работы!
