КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обработка отверстий во втулках и дисках
|
|
|
|
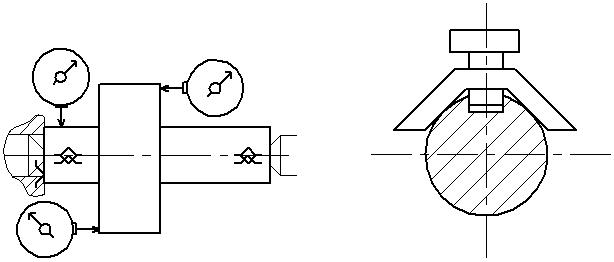
Контроль валов
Типовая схема обработки втулок и дисков
1. заготовительный этап
2.термический (для поковок и отливок): улучшение + нормализация
3. черновой: подготовка технологических баз под последующую обработку(10…12 кв.); обработка части наружней поверхности (12…14 кв.)
4. термический (улучшение или нормализация, если не выполнено ранее)
5. получистовой этап: отверстия (8…9 кв), вал (10…12 кв)
6. доделочный этап: пазы, отверстия, лыски
7. термическая обработка: упрочнение
8. отделочный этап – обработка основных конструкторских баз, шлифование отверстий и торцов, наружных поверхностей.
(3) и (5) могут быть объединены, если заготовка жёсткая, а термообработка проведена в состоянии заготовки.
При наличии точного токарного оборудования и отсутствии объемной термообработки, могут быть объединены все три этапа.
1. диаметральных размеров: использование проходных и не проходных калибров-скоб; использование универсального мерительного инструмента;
2. линейных размеров: использование унив.мерит. инструмента, использование
для (1) и (2) возможен вариант контроля на стационарных приспособлениях, для комплексного контроля параметров детали.
3. формы и взаимного расположения поверхностей: в контрольных приспособлениях; иногда применяют шаблоны.
4. шероховатость: измерение микронеровностей оптическими приборами, в т.ч. портативными
5. физико-механических параметров поверхностного слоя и детали: производится выборочный контроль деталей партии, в лабораторных условиях
Основной метод обработки – растачивание с базированием по внешней ЦП
Получают 8 квалитет за 3…4 перехода
Сверление: диаметры (15…20мм) – 7 кв (4 перехода)
Развёртывание (под развёртывание надо обеспечить стабильную величину припуска) Применяют плавающие патроны.
Методы отделки:
Шлифование – внутрешлифовальные станки (7…8 кв; Ra 0,32…2,5; биение 0,01…0,02 мм)

Хонингование (погрешность формы 0,005; Ra 0,16)

Так же применяют раскатывание и дорнование (протякивание большого диаметра через маленькое отверстие)
|
|
|
|
|
Дата добавления: 2017-01-13; Просмотров: 938; Нарушение авторских прав?; Мы поможем в написании вашей работы!