КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Данные для определения норм времени
|
|
|
|
При определении основного технологического времени следует пользоваться расчетными зависимостями, приведенными в таблице И.1. В таблицах И.2 – И.7 приведены значения величин врезания и перебега для различных методов обработки.
Таблица И.1 – Расчетные зависимости для определения основного технологического времени
| Метод обработки | Схема обработки | Расчетные зависимости | |
| Точение | 
| 

| |

|

| ||
| Точение канавок | 
|

| |
| Фрезерование торцовыми и концевыми фрезами | 
| 
|
Продолжение таблицы И.1
| Сверление | 
|
| |
| Фрезерование шпоночных пазов | 
| 
 ; ;

| |
| Фрезерование зубьев и щлицев червячными фрезами | 

|
| |

| |||
| Фрезерование зубьев дисковыми модульными фрезами | 
|
;

|
Продолжение таблицы И.1
| Зубошлифование червячными абразивными кругами | 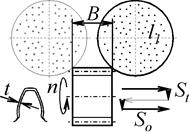
| 
 ; ;

| |
| Шлицешлифование | 
|
;

| |
| Круглое наружное шлифование с продольной подачей | 
|  ; ;
 ; ;

| |
| Круглое наружное шлифование с поперечной подачей | 
|  ;
L = t; ;
L = t;
| |
| В расчетных зависимостях приняты следующие условные обозначения: So – подача на оборот заготовки (инструмента), мм/об; n – частота вращения заготовки (инструмента), об/мин; Sм – минутная подача, мм/мин; Sr – радиальная подача на оборот заготовки, мм/об; z – число зубьев колеса (число шлицев); K – коэффициент, учитывающий выхаживание (работу без подачи на глубину в конце цикла шлифования). |
Таблица И.2 – Суммарная величина врезания и перебега инструмента при сверлении, мм
| Вид работы | Диаметр сверла D, мм | |||||||||
| I5 | ||||||||||
| Врезание l 1 и перебег l 2 | ||||||||||
| Сверление напроход | 2,5 | |||||||||
| Сверление в упор | 1,5 |
Таблица И.3 - Величина врезания и перебега инструмента при точении
| Резцы | Глубина резания до,мм | ||||||||||||
| Величина врезания, мм | |||||||||||||
Проходные и расточные с углом в плане  , град. , град.
| — | — | — | ||||||||||
| Подрезные | |||||||||||||
| Прорезные | |||||||||||||
| Примечание - Величина перебега l2 при работе напроход вне зависимости от величины при глубине резания t =1 - 2 мм;
l 2 = 1 мм; при t =3 - 7 мм l 2 = 2 мм; при t = 8-— 16 мм l 2=3 мм.
|
Таблица И.4 – Суммарная величина врезания и перебега инструмента при фрезеровании концевыми фрезами
| Диаметр фрезы,мм | Глубина резания до, мм | |||||||||
| 0,5 | ||||||||||
| Суммарная величина врезания и перебега, мм | ||||||||||
| - | - | - | - | |||||||
| - | - | - | ||||||||
| - | - | - | ||||||||
| - | - | |||||||||
| - | - | |||||||||
| - | ||||||||||
| - | ||||||||||
| - | ||||||||||
Таблица И.5 – Суммарная величина врезания и перебега при фрезеровании шлицев червячными фрезами
| Глубина шлица, мм | Диаметр фрезы, мм | |||||||||||||
| Суммарная величина врезания и перебега, мм | ||||||||||||||
| 1,5 | ||||||||||||||
| 2,0 | ||||||||||||||
| 3,0 | ||||||||||||||
| 4,0 | ||||||||||||||
| 5,0 | ||||||||||||||
| 6,0 | ||||||||||||||
| 7,0 | ||||||||||||||
| 8,0 | ||||||||||||||
Таблица И.6 – Величина врезания при шлицешлифовании
| Время на деление, с | Скорость движения стола S м/мин не более | |||||
| 6,5 | 12,5 | |||||
| Величина врезания, мм | ||||||
| 0,50 | ||||||
| 0,65 | ||||||
| 0,80 | ||||||
| 1,00 | ||||||
| 1,25 | ||||||
| 1,60 | ||||||
| 2,00 |
Таблица И.7 – Суммарная величина врезания и перебега при зубофрезеровании червячными фрезами цилиндрических зубчатых колес
| Модуль, мм | Диаметр фрезы, мм | Врезание и перебег, мм | Модуль, мм | Диаметр фрезы, мм | Врезание и перебег, мм |
| 3 – 3,5 | |||||
| 4 – 4,5 | |||||
| 1,25 – 1,5 | |||||
| 1,75 – 2,0 | |||||
| 2,25 – 2,5 | |||||
| 3 – 3,5 |
Таблица И.8 - Вспомогательное время на установку и снятие заготовки в трехкулачковом патроне,
| Способ установки и крепления заготовки | Характер выверки | Точность выверки до, мм | Длина заготовки до, мм | Масса заготовки до кг, | |||||
| 0,25 | 0,5 | ||||||||
| Вспомогательное время, мин | |||||||||
| В патроне с креплением ключом | Без выверки | - | - | 0,15 | 0.18 | 0,23 | 0.32 | 0,37 | 0,43 |
| С выверкой | 0,5 | 0,42 | 0,55 | 0,75 | 0,90 | 1,05 | |||
| 0,1 | 0,80 | 1,00 | 1,20 | 1,55 | 1,80 | 2,00 | |||
| 0,05 | 0,95 | 1.15 | 1,40 | 1,85 | 2,1 | 2,4 | |||
| В патроне с механизированным зажимом | Без выверки | - | 0,10 | 0.12 | 0,13 | 0,17 | 0,19 | 0,23 | |
| С выверкой | 0,5 | - | 0.15 | 0,18 | 0,21 | 0,28 | 0,31 | 0,38 | |
| 0,1 | 0,36 | 0.41 | 0,46 | 0.55 | 0,60 | 0,75 | |||
| 0,05 | 0,41 | 0.47 | 0,55 | 0,65 | 0,70 | 0,85 | |||
| В патроне с поджатием центром задней бабки | Без выверки | - | - | - | 0,38 | 0,50 | 0,60 | 0,70 | |
| С выверкой | 0,1 | - | - | 0,60 | 0,85 | 1,00 | 1,20 | ||
| В патроне с поджатием центром задней бабки и люнете | Без выверки | - | - | - | 0,70 | 0,85 | 0,95 | 1,05 | |
| С выверкой | 0,1 | - | - | 0,95 | 1,15 | 1.30 | 1,40 |
Таблица И.9 - Вспомогательное время на установку и снятие заготовки из круглого проката в патроне
| Способ установки заготовки | Способ установки на длину | Длина выдвигаемого прутка до, мм | Диаметр прутка до, мм | ||||
| Вспомогательное время, мин | |||||||
| В патроне с креплением ключом | По упору | 0,12 | 0,14 | 0,18 | 0.22 | - | |
| 0.14 | 0,16 | 0,20 | 0,24 | - | |||
| 0,15 | 0,18 | 0,22 | 0,27 | - | |||
| - | - | 0,25 | 0,31 | - | |||
| - | - | 0,27 | 0,33 | - | |||
| По линейке | 0,13 | 0,16 | 0.23 | 0,26 | - | ||
| 0,16 | 0,19 | 0,26 | 0.29 | - | |||
| 0,19 | 0,23 | 0,28 | 0.32 | - | |||
| - | - | 0.34 | - | ||||
| - | - | 0,33 | 0,36 | - | |||
| В патроне с креплением пневматическим зажимом | По упору | 0,06 | 0,08 | 0,10 | 0.13 | * | |
| 0,08 | 0.10 | 0,12 | 0.16 | 0,21 | |||
| - | - | 0,15 | 0,22 | 0,26 | |||
| - | - | 0,17 | 0,27 | 0,32 | |||
| По линейке | 0,12 | 0,14 | 0,18 | 0,22 | - | ||
| 0,14 | 0.16 | 0,20 | 0,25 | 0,30 | |||
| - | - | 0,23 | 0,25 | 0,32 | |||
| - | - | 0,24 | 0,31 | 0,37 |
Таблица И.10 - Вспомогательное время на установку и снятие заготовки в центрах
| Способу установки заготовки | Способ подвода пиноли задней бабки | Масса заготовки до, кг | ||||||
| 0,25 | 0,5 | 1,0 | ||||||
| Вспомогательное время, мин | ||||||||
| В центрах | с надеванием хомутика | Вращением маховичка | 0,21 | 0,23 | 0,26 | 0,31 | 0,37 | 0,44 |
| Пневматическим устройством или отводной рукояткой | 0,18 | 0,20 | 0,23 | 0,26 | 0,33 | 0,41 | ||
| Звездочкой | 0.26 | 0,28 | 0,31 | 0,36 | 0,45 | 0,55 | ||
| без надевания хомутика | Вращением маховичка | 0,13 | 0,14 | 0,16 | 0,19 | 0,23 | 0,28 | |
| Пневматическим устройством или отводной рукояткой | 0,10 | 0,12 | 0,13 | 0,16 | 0,19 | 0,23 | ||
| Звездочкой | 0,18 | 0,20 | 0,22 | 0,25 | 0,29 | 0,34 | ||
| В центрах с самозажимным поводковым патроном | Вращением маховичка | - | - | 0,22 | 0,26 | 0,28 | 0,32 | |
| Пневматическим устройством | - | - | 0,19 | 0,22 | 0,24 | 0,28 | ||
| В центрах с самозажимным хомутиком | Вращением маховичка | - | - | 0,24 | 0,28 | 0,31 | 0,36 | |
| Пневматическим устройством | - | - | 0,21 | 0,25 | 0,27 | 0,30 | ||
| В центрах и неподвижном люнете | с надеванием хомутика | Вращением маховичка | 0,38 | 0,42 | 0,47 | 0,55 | 0,60 | 0,65 |
| Пневматическим устройством | 0,35 | 0,39 | 0,43 | 0,50 | 0,55 | 0,60 | ||
| без надевания хомутика | Вращением маховичка | 0,32 | 0,34 | 0,36 | 0,40 | 0,43 | 0,49 | |
| Пневматическим устройством | 0,29 | 0,31 | 0,33 | 0,36 | 0,44 |
Таблица И.11 - Вспомогательное время на установку и снятие прутковой заготовки в цанговом патроне
| Способ закрепления заготовки | Длина выдвигаемого прутка до, мм | Диаметр прутка до, мм | |||||
| Время, мин | |||||||
| рукояткой рычага | 0,07 | 0,08 | 0,10 | 0,17 | 0,21 | ||
| 0,08 | 0,10 | 0,13 | 0,19 | 0,22 | |||
| 0,10 | 0,13 | 0,16 | 0,21 | 0,25 | |||
| - | - | 0,20 | 0,27 | 0,29 | |||
| - | - | 0,24 | 0,33 | 0,36 | |||
| пневматическим зажимом | 0,04 | 0,06 | 0,09 | 0,12 | 0,14 | ||
| 0,05 | 0,08 | 0,11 | 0,15 | 0,17 | |||
| 0,07 | 0,09 | 0,13 | 0,18 | 0,19 | |||
| - | - | 0,16 | 0,22 | 0,25 | |||
| - | - | 0,18 | 0,25 | 0,28 | |||
| ключом | 0,10 | 0,12 | 0,15 | 0,18 | - | ||
| 0,12 | 0,14 | 0,18 | 0,22 | - | |||
| 0,14 | 0,17 | 0,21 | 0,26 | - | |||
| - | - | 0,25 | 0,31 | - | |||
| - | - | 0,28 | 0,34 | - | |||
| При установке с поджатием центром добавлять | 0,06 | 0,1 | 0,12 | ||||
Таблица И.12 - Вспомогательное время на установку и снятие штучной заготовки в цанговом патроне
| Способ закрепления заготовки | Масса заготовки до, кг | |||||||||
| 0,03 | 0,05 | 0,08 | 0,25 | 0,5 | 1,0 | |||||
| Время, мин | ||||||||||
| С креплением | рукояткой рычага | 0,10 | 0,09 | 0,08 | 0,10 | 0,11 | 0,13 | 0,16 | - | - |
| пневматическим зажимом | - | - | - | 0,09 | 0,11 | 0,12 | 0,15 | - | - | |
| ключом | - | - | - | 0,14 | 0,17 | 0,20 | 0,25 | - | - | |
| маховичком через шпиндель | 0,12 | 0,15 | - | - | ||||||
| С поджатием центром и креплением | рукояткой рычага | - | - | - | - | - | - | 0,26 | 0,30 | 0,35 |
| пневматическим зажимом | - | - | - | - | - | - | 0,24 | 0,28 | 0,33 | |
| ключом | - | - | - | - | - | - | 0,36 | 0,43 | 0,50 | |
| маховичком через шпиндель | - | - | - | - | - | - | 0,28 | 0,32 | 0,38 |
Таблица И.13 – Вспомогательное время на установку и снятие заготовок в специальных приспособлениях
| Основные установочные элементы приспособления | Установочная плоскость | Тип приспособления | Масса заготовки до, кг | ||||||
| 0,05 | 0,1 | 0,25 | 0,5 | 1,0 | |||||
| Время, мин | |||||||||
| Плоскость, призма | Горизонтальная | Открытый | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,11 | 0,14 |
| Закрытый | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,12 | 0,15 | ||
| Вертикальная | Открытый | 0,07 | 0,06 | 0,08 | 0,09 | 0,10 | 0,12 | 0,15 | |
| Закрытый | 0,07 | 0,08 | 0,09 | 0,10 | 0,11 | 0,14 | 0,16 | ||
| Палец, отверстие | Горизонтальная | Открытый | 0,07 | 0,06 | 0,08 | 0,09 | 0,10 | 0,12 | 0,15 |
| Закрытый | 0,08 | 0,07 | 0,09 | 0,10 | 0,11 | 0,14 | 0,16 | ||
| Вертикальная | Открытый | 0,08 | 0,07 | 0,09 | 0,10 | 0,11 | 0,14 | 0,16 | |
| Закрытый | 0,07 | 0,08 | 0,09 | 0,11 | 0,12 | 0,15 | 0,18 | ||
| Два выдвижных или утопающих пальца | Горизонтальная | Открытый | 0,07 | 0,08 | 0,09 | 0,10 | 0,12 | 0,15 | 0,18 |
| Закрытый | 0,08 | 0,09 | 0,10 | 0,11 | 0,13 | 0,16 | 0,20 | ||
| Вертикальная | Открытый | 0,08 | 0,09 | 0,10 | 0,11 | 0,13 | 0,16 | 0,20 | |
| Закрытый | 0,09 | 0,10 | 0,11 | 0,12 | 0,14 | 0,17 | 0,21 | ||
| При установке заготовок в многоместном приспособлении на каждую последующую заготовку добавлять при базировании на: | плоскость, призму | 0,04 | 0,04 | 0,05 | 0,06 | 0,07 | 0,09 | 0,11 | |
| палец, отверстие | 0,05 | 0,05 | 0,06 | 0,07 | 0,08 | 0,10 | 0,12 | ||
| два пальца | 0,06 | 0,06 | 0,07 | 0.09 | 0,10 | 0,13 | 0,15 | ||
| Примечание - К закрытому типу приспособлений относятся приспособления, в которые заготовки необходимо устанавливать сбоку (кондукторы) |
Таблица И.14 – Вспомогательное время на контрольные измерения
| Измерительный инструмент | Точность измерения, мкм | Размер до, мм | |||
| Время, мин | |||||
| Линейка измерительная металлическая | - | 0,05 | 0,06 | 0,07 | 0,08 |
| Штангенглубиномер | 0,1 | 0,10 | 0,11 | 0,12 | 0,13 |
| 0,05 | 0,14 | 0,16 | 0,17 | 0.19 | |
| Микрометр гладкий | 0,01 | 0,15 | 0,18 | 0,22 | 0,26 |
| Штангенциркуль | 0,1 | 0,08 | 0,10 | 0,11 | 0,13 |
| 0,05 | 0,16 | 0,18 | 0,21 | 0,26 | |
| Калибр-скоба | 7-9 квалитет | 0,06 | 0,08 | 0,12 | 0,14 |
| Калибр-пробка | 7-9 квалитет | 0,07 | 0,09 | 0,13 | 0,15 |
Таблица И.15 – Время на обслуживание рабочего места и дополнительное время на отдых и личные надобности
| Тип и характеристика станков | Процент от оперативного | ||
| Токарные патронно-центровые | Наибольший диаметр изделия, устанавливаемого над станиной до, мм | ||
| Токарно-револьверные | Наибольший диаметр обрабатываемого прутка до, мм | ||
| Сверлильные | Наибольший диаметр сверления до, мм | ||
| Фрезерные | Длина стола до, мм | ||
| Круглошлифовальные | Наибольший диаметр устанавливаемого изделия до, мм | ||
Таблица И.16 – Подготовительно-заключительное время для различных станков
| Токарные станки | |||
| Наибольший диаметр изделия, устанавливаемый над станиной, мм | |||
| Подготовительно-заключительное время, мин | |||
| Сверлильные станки | |||
| Наибольший диаметр сверления, мм | |||
| Подготовительно-заключительное время, мин | |||
| Фрезерные станки | |||
| Длина стола, мм | |||
| Подготовительно-заключительное время, мин | |||
| Шлифовальные станки | |||
| Наибольший диаметр изделия, мм | |||
| Подготовительно-заключительное время, мин | |||
|
|
|
|
|
Дата добавления: 2017-01-13; Просмотров: 346; Нарушение авторских прав?; Мы поможем в написании вашей работы!