КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Вооружение шарошечных долот
|
|
|
|
Конструктивные особенности буровых долот основных производителей
ТЕХНОЛОГИЯ РАБОТЫПОЛИКРИСТАЛЛИЧЕСКИХ ДОЛОТ
В настоящее время среди большого многообразия производителей буровых долот довольно трудно подобрать оптимальную программу для проводки скважин, которая позволит уменьшить сроки строительства скважин, увеличить механическую скорость бурения, а следовательно и уменьшить стоимость бурения в целом.
Целью данной работы является оценка экономической эффективности работы наиболее распространенных буровых долот, производителей: фирмы «Smith», «Security DBS», «Буринтех» и «ВБМ-сервис», на месторождении Фахуд.
Вооружение современных шарошечных долот представлено двумя большими классами: долото с фрезерованными стальными армированными твердосплавными зубьями и долото с твердосплавными вставными зубками.
Однако необходимо отметить, что в последние годы предпринимаются успешные попытки объединить преимущества обоих классов в одной конструкции. Примером этого являются долота, выпускаемые фирмой Reed по технологии PMC (Powder Metal Cutter), шарошки которых, выполненные методом порошковой металлургии, имеют зубья, по своей геометрии аналогичные фрезерованным, но полностью облицованные твердым сплавом типа ВК. Из-за сложности данная технология пока не получила широкого распространения, хотя достоинства ее очевидны.
Твердосплавное вооружение
Твердосплавное вооружение современных шарошечных долот отличается большим разнообразием форм твердосплавных зубков и применением новых материалов для их изготовления, а также решениями по размещению зубков на поверхности шарошек.
Наряду с классическими клиновидной и конической формами зубков все более широкое применение получают зубки асимметричных форм (рис. 3.1).

Рисунок 3.1 - Вставные зубья шарошечных долот
По принципу конструирования зубки «Нимр» отличаются от прототипа формой вогнутой и выпуклой граней. Передняя вогнутая грань имеет сферическую форму, что позволяет полнее использовать эффект черпака и повышает способность к шламоотделению, особенно при использовании долот в пластичных породах.
Наиболее критической зоной шарошечного долота являются периферийные (калибрующие) венцы его шарошек, которые должны не только разрушать поверхность забоя скважины, но и формировать ее диаметр. В долотах серии «Magnum» используются два новых решения этой проблемы:
1. Поликристаллические (с алмазным рабочим слоем на твердосплавной основе) зубки в форме асимметричного клина (рис. 3.2) объединяют способность алмазных зубков с плоской вершиной сохранять диаметр долота с породоразрушающим действием зубков клиновой формы.
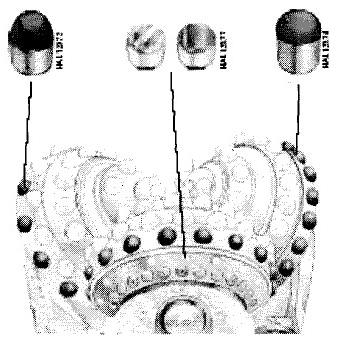
Рисунок 3.2. поликристаллические асимметричные зубки периферийного ряда
Проходка и механическая скорость бурения возрастают благодаря значительному снижению повреждения зубков из-за термического и абразивного износа по сравнению с обычными твердосплавными зубками. Использование в новых зубках алмазного слоя высокой плотности придает им устойчивость к ударным нагрузкам, сравнимую с твердым сплавом.
2. Дополнительные калибрующие венцы «Trucut». Такая конструкция вооружения разделяет функции каждого венца по разрушению породы, позволяя их оптимизировать. Зубки меньшего диаметра с алмазным покрытием, имеющие сферическую форму рабочей головки, выполняют основную работу по калиброванию стенки скважины. Увеличенный шаг позволяет зубкам более глубоко внедрятся в породу, увеличивая механическую скорость бурения, а большее пространство между зубками периферийного ряда способствует лучшей очистке забоя и удалению выбуренной породы. Меньшее фрезерующее действие на стенку скважины снижает износ зубков периферийного ряда, что позволяет выполнить их более агрессивной формы. Дополнительный ряд зубков, обрабатывающий стенку скважины, уменьшает скалывание и поломку предпериферийных зубков, вызываемых боковыми ударными нагрузками. В контакте со стенкой скважины находится большее число зубков, что уменьшает количество образующихся на стенке гребней породы и обеспечивает более плавное и стабильное вращение долота, положительно влияющее на увеличение долговечности его опор.
Дополнительные калибрующие венцы, оснащенные зубками остроклиновидной формы (аналогичными отечественным зубкам формы Г25) с рабочими кромками, ориентированными по окружности шарошки, используется в своих долотах и фирмой Smith (рис. 3.3).

Рисунок 3.3 - Вооружение долот типа GT
Такая конструкция вооружения, получившая название «технология GT» (Gage Trimmer), облегчает разрушение породы у стенки скважины, в результате чего больше энергии тратится на углубление забоя, что повышает механическую скорость бурения. Продольно размещенные зубки обладают эффектом «самозатачивания», что снижает износ корпуса шарошек и уменьшает эффект округления их калибрующих поверхностей, сохраняя эффективность работы вооружения по мере износа.
«Технология GT» также применяется и в долотах с фрезерованным вооружением. В этом случае дополнительные твердосплавные зубки располагаются на фрезерованных площадках между зубьями периферийных рядов шарошек (рис. 3.4).

Рисунок 3.4 - Вооружение GT долота с фрезерованными зубьями
В зависимости от степени абразивности разбуриваемых пород зубки дополнительного калибрующего ряда могут выполнятся как твердосплавными, так и с рабочей головкой из поликристаллического алмаза, причем количество алмазных зубков может составлять от 33 до 100 % от их общего количества. В этом случае алмазными зубками оснащаются и обратные конусы шарошек.
Фрезерованное вооружение
Несмотря на то, что современные долота с твердосплавным вооружением в состоянии успешно разбуривать любые горные породы от мягких до очень крепких, фрезерованное вооружение долот продолжают находить широкое применение по двум основным причинам. Первая - это более высокая механическая скорость бурения в мягких и средне-мягких, малоабразивных породах, вторая - существенно более низкая стоимость по сравнению со штыревыми долотами.
Главная задача в совершенствовании фрезерованного вооружения состоит в повышении его износостойкости, что достигается применением новых наплавочных материалов и новых схем наплавки. Широкое применение в современных долотах получило усиление периферии и обратных конусов шарошек твердосплавными зубками, т.е. реализуется концепция комбинированного вооружения. Вместо частичной наплавки боковых набегающих и (или) сбегающей граней зуба все ведущие фирмы-производители долот перешли на полную наплавку всех четырех граней и притупления зубьев достаточно толстыми (до 3 мм и более) слоями твердого сплава (рис. 3.5).
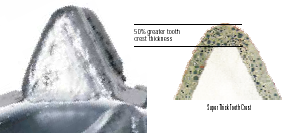
Рисунок 3.5 - Наплавка граней зуба
Для лучшей защиты от износа наиболее уязвимых кромок зубьев фирма Hughes Christensen в своих долотах использует запатентованную геометрию зубьев с так называемым «обратным радиусом» (рис. 3.6), что позволяет на этих участках получать увеличенную толщину наплавки без нарушения геометрии зуба.

Рисунок 3.6 - Наплавка притупленного зуба
Сходного результата фирма Smith Tool достигает за счет радиусных кромок зубьев и увеличения толщины наплавки притупления зуба.
Современные наплавочные материалы представляют собой сложные двух-четырехкомпонентные комбинации округлых зерен спеченного твердого сплава типа ВК, дробленых зерен карбида вольфрама (релита) и мелких зерен макрокристаллического карбида вольфрама, обладающих наибольшей износостойкостью. Для наплавки поверхности обратного конуса шарошек применяются смеси, состоящие, преимущественно, из макрокристаллического карбида вольфрама. Еще дальше в разработке наплавочных материалов продвинулась фирма Security DBS, применившая в качестве наплавочного материала зерна натуральных алмазов, облицованные твердым сплавом.
По заявлениям фирмы износостойкость нового наплавочного материала в 2-5 раз превышает износостойкость стандартной наплавки.
|
|
|
|
|
Дата добавления: 2015-07-13; Просмотров: 3631; Нарушение авторских прав?; Мы поможем в написании вашей работы!